>> P.143
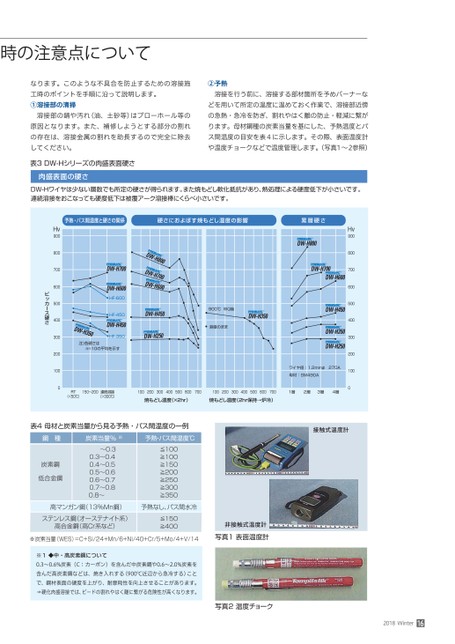
時の注意点についてなります。このような不具合を防止するための溶接施工時のポイントを手順に沿って説明します。①溶接部の清掃溶接部の錆や汚れ(油、土砂等)はブローホール等の原因となります。また、補修しようとする部分の割れの存在は、溶接金属の割れを助長するので完全に除去してください。②予熱溶接を行う前に、溶接する部材箇所を予めバーナーなどを用いて所定の温度に温めておく作業で、溶接部近傍の急熱・急冷を防ぎ、割れやはく離の防止・軽減に繋がります。母材鋼種の炭素当量を基にした、予熱温度とパス間温度の目安を表4に示します。その際、表面温度計や温度チョークなどで温度管理します。(写真1〜2参照)表3DW-Hシリーズの肉盛表面硬さ肉盛表面の硬さDW-Hワイヤは少ない層数でも所定の硬さが得られます。また焼もどし軟化抵抗があり、熱処理による硬度低下が小さいです。連続溶接をおこなっても硬度低下は被覆アーク溶接棒にくらべ小さいです。予熱・パス間温度と硬さの関係硬さにおよぼす焼もどし温度の影響累層硬さDW-H800DW-H700DW-H600HF-600HF-450DW-H450HF-350DW-H700DW-H600DW-H450DW-H250DW-H350注)各硬さはn=10の平均を示す900℃WQ後溶接のままDW-H350DW-H800DW-H700DW-H600DW-H450DW-H350DW-H250ワイヤ径:1.2mmφ270A母材:SM490ART(<50℃)150〜200連続溶接(>300℃)1002003004005006007001002003004005006007001層2層3層4層焼もどし温度(×2hr)焼もどし温度(2hr保持→炉冷)Hv9008007006005004003002001000Hv9008007006005004003002001000ビッカース硬さ接触式温度計表4母材と炭素当量から見る予熱・パス間温度の一例鋼種炭素当量%※予熱・パス間温度℃炭素鋼低合金鋼〜0.30.3〜0.40.4〜0.50.5〜0.60.6〜0.70.7〜0.80.8〜≦100≧100≧150≧200≧250≧300≧350高マンガン鋼(13%Mn鋼)予熱なし、パス間水冷ステンレス鋼(オーステナイト系)高合金鋼(高Cr系など)≦150≧400※炭素当量(WES)=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14非接触式温度計写真1表面温度計※1◆中・高炭素鋼について0.3〜0.6%炭素(C:カーボン)を含んだ中炭素鋼や0.6〜2.0%炭素を含んだ高炭素鋼などは、焼き入れする(900℃近辺から急冷する)ことで、鋼材表面の硬度を上がり、耐摩耗性を向上させることがあります。⇒硬化肉盛溶接では、ビードの割れやはく離に繋がる危険性が高くなります。写真2温度チョーク2018Winter16
 | <
| <  |
|  > |
> |  >>
>>