>> P.144
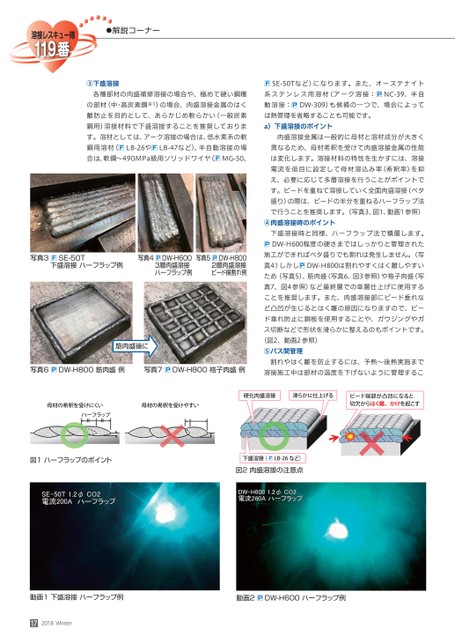
●解説コーナー③下盛溶接各種部材の肉盛補修溶接の場合や、極めて硬い鋼種の部材(中・高炭素鋼※1)の場合、肉盛溶接金属のはく離防止を目的として、あらかじめ軟らかい(一般炭素鋼用)溶接材料で下盛溶接することを推奨しております。溶材としては、アーク溶接の場合は、低水素系の軟鋼用溶材(LB-26やLB-47など)、半自動溶接の場合は、軟鋼〜490MPa級用ソリッドワイヤ(MG-50、写真3SE-50T下盛溶接ハーフラップ例写真4DW-H6003層肉盛溶接ハーフラップ例写真5DW-H8002層肉盛溶接ビード横割れ例筋肉盛後に写真6DW-H800筋肉盛例写真7DW-H800格子肉盛例SE-50Tなど)になります。また、オーステナイト系ステンレス用溶材(アーク溶接:NC-39、半自動溶接:DW-309)も候補の一つで、場合によっては熱管理を省略することも可能です。a)下盛溶接のポイント肉盛溶接金属は一般的に母材と溶材成分が大きく異なるため、母材希釈を受けて肉盛溶接金属の性能は変化します。溶接材料の特性を生かすには、溶接電流を低目に設定して母材溶込み率(希釈率)を抑え、必要に応じて多層溶接を行うことがポイントです。ビードを重ねて溶接していく全面肉盛溶接(ベタ盛り)の際は、ビードの半分を重ねるハーフラップ法で行うことを推奨します。(写真3、図1、動画1参照)④肉盛溶接時のポイント下盛溶接時と同様、ハーフラップ法で積層します。DW-H600程度の硬さまではしっかりと管理された施工ができればベタ盛りでも割れは発生しません。(写真4)しかしDW-H800は割れやすくはく離しやすいため(写真5)、筋肉盛(写真6、図3参照)や格子肉盛(写真7、図4参照)など最終層での単層仕上げに使用することを推奨します。また、肉盛溶接部にビード垂れなど凸凹が生じるとはく離の原因になりますので、ビード垂れ防止に銅板を使用することや、ガウジングやガス切断などで形状を滑らかに整えるのもポイントです。(図2、動画2参照)⑤パス間管理割れやはく離を防止するには、予熱〜後熱実施まで溶接施工中は部材の温度を下げないように管理するこ母材の希釈を受けにくい母材の希釈を受けやすいハーフラップ硬化肉盛溶接滑らかに仕上げるビード端部が凸凹になると切欠からはく離、かけを起こす図1ハーフラップのポイント下盛溶接(LB-26など)図2肉盛溶接の注意点動画1下盛溶接ハーフラップ例動画2DW-H600ハーフラップ例172018Winter
 | <
| <  |
|  > |
> |  >>
>>