>> P.149
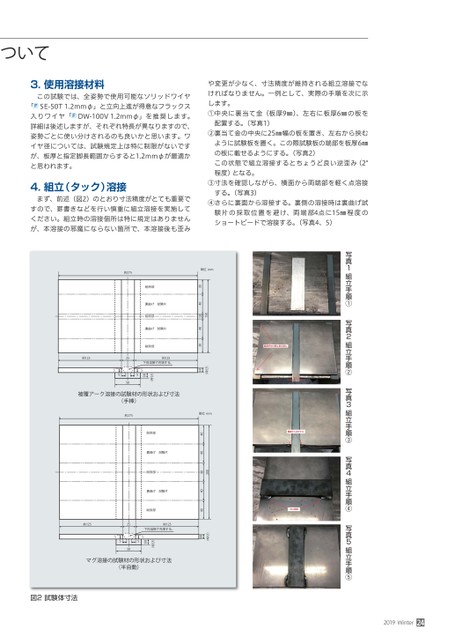
ついて3.使用溶接材料この試験では、全姿勢で使用可能なソリッドワイヤ「SE-50T1.2mmφ」と立向上進が得意なフラックス入りワイヤ「DW-100V1.2mmφ」を推奨します。詳細は後述しますが、それぞれ特長が異なりますので、姿勢ごとに使い分けされるのも良いかと思います。ワイヤ径については、試験規定上は特に制限がないですが、板厚と指定脚長範囲からすると1.2mmφが最適かと思われます。4.組立(タック)溶接まず、前述(図2)のとおり寸法精度がとても重要ですので、罫書きなどを行い慎重に組立溶接を実施してください。組立時の溶接個所は特に規定はありませんが、本溶接の邪魔にならない箇所で、本溶接後も歪みや変更が少なく、寸法精度が維持される組立溶接でなければなりません。一例として、実際の手順を次に示します。①中央に裏当て金(板厚9㎜)、左右に板厚6㎜の板を配置する。(写真1)②裏当て金の中央に25㎜幅の板を置き、左右から挟むように試験板を置く。この際試験板の端部を板厚6㎜の板に載せるようにする。(写真2)この状態で組立溶接するとちょうど良い逆歪み(2程度)となる。③寸法を確認しながら、横面から両端部を軽く点溶接する。(写真3)④さらに裏面から溶接する。裏側の溶接時は裏曲げ試験片の採取位置を避け、両端部4点に15㎜程度のショートビードで溶接する。(写真4、5)写真1組立手順①写真2組立手順②写真3組立手順③写真4組立手順④写真5組立手順⑤約275単位mm3040150104030(呼び)9.0単位mm4040削除部裏曲げ試験片削除部裏曲げ試験片約275削除部裏曲げ試験片削除部約125下向溶接で充填する。(呼び)S9.0S2550SS約125被覆アーク溶接の試験材の形状および寸法(手棒)20040削除部4040(呼び)9.0裏曲げ試験片削除部約125下向溶接で充填する。(呼び)S9.0S2550SS約125マグ溶接の試験材の形状および寸法(半自動)図2試験体寸法2019Winter24
 | <
| <  |
|  > |
> |  >>
>>