>> P.150
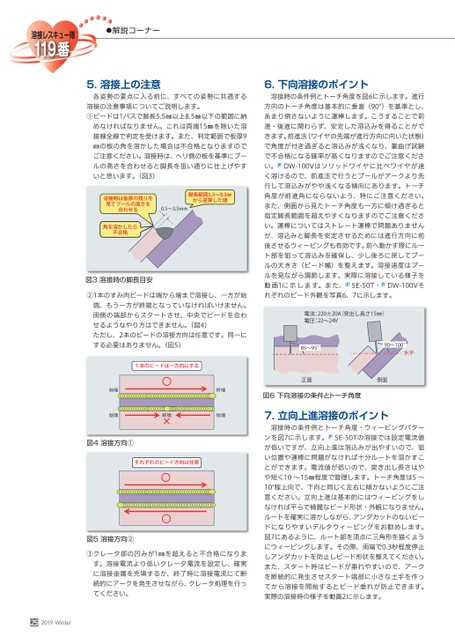
●解説コーナー5.溶接上の注意各姿勢の要点に入る前に、すべての姿勢に共通する溶接の注意事項についてご説明します。①ビードは1パスで脚長5.5㎜以上8.5㎜以下の範囲に納めなければなりません。これは両端15㎜を除いた溶接線全線で判定を受けます。また、判定範囲で板厚9㎜の板の角を溶かした場合は不合格となりますのでご注意ください。溶接時は、ヘリ側の板を基準にプールの高さを合わせると脚長を狙い通りに仕上げやすいと思います。(図3)溶接時は板厚の残りを見てプールの高さを合わせる脚長範囲5.5〜8.5㎜から逆算した値0.5〜3.5mm角を溶かしたら不合格図3溶接時の脚長目安②1本のすみ肉ビードは端から端まで溶接し、一方が始端、もう一方が終端となっていなければいけません。両側の端部からスタートさせ、中央でビードを合わせるようなやり方はできません。(図4)ただし、2本のビードの溶接方向は任意です。同一にする必要はありません。(図5)1本のビードは一方向にする始端始端終端終端始端図4溶接方向①それぞれのビード方向は任意図5溶接方向②③クレータ部の凹みが1㎜を超えると不合格になります。溶接電流より低いクレータ電流を設定し、確実に溶接金属を充填するか、終了時に溶接電流にて断続的にアークを発生させながら、クレータ処理を行ってください。252019Winter6.下向溶接のポイント溶接時の条件例とトーチ角度を図6に示します。進行方向のトーチ角度は基本的に垂直(90)を基準とし、あまり倒さないように運棒します。こうすることで前進・後進に関わらず、安定した溶込みを得ることができます。前進法(ワイヤの先端が進行方向に向いた状態)で角度が付き過ぎると溶込みが浅くなり、裏曲げ試験で不合格になる確率が高くなりますのでご注意ください。DW-100Vはソリッドワイヤに比べワイヤが速く溶けるので、前進法で行うとプールがアークより先行して溶込みがやや浅くなる傾向にあります。トーチ角度が前進角にならないよう、特にご注意ください。また、側面から見たトーチ角度も一方に傾け過ぎると指定脚長範囲を超えやすくなりますのでご注意ください。運棒についてはストレート運棒で問題ありませんが、溶込みと脚長を安定させるためには進行方向に前後させるウィービングも有効です。前へ動かす際にルート部を狙って溶込みを確保し、少し後ろに戻してプールの大きさ(ビード幅)を整えます。溶接速度はプールを見ながら調節します。実際に溶接している様子を動画1に示します。また、SE-50T・DW-100Vそれぞれのビード外観を写真6、7に示します。電流:220±20A(突出し長さ15㎜)電圧:22〜24V85〜95°90〜100°水平正面側面図6下向溶接の条件とトーチ角度7.立向上進溶接のポイント溶接時の条件例とトーチ角度・ウィービングパターンを図7に示します。SE-50Tの溶接では設定電流値が低いですが、立向上進は溶込みが出やすいので、狙い位置や運棒に問題がなければ十分ルートを溶かすことができます。電流値が低いので、突き出し長さはやや短く10〜15㎜程度で管理します。トーチ角度は5〜10程上向で、下向と同じく左右に傾かないようにご注意ください。立向上進は基本的にはウィービングをしなければ平らで綺麗なビード形状・外観になりません。ルートを確実に溶かしながら、アンダカットのないビードになりやすいデルタウィービングをお勧めします。図7にあるように、ルート部を頂点に三角形を描くようにウィービングします。その際、両端で0.3秒程度停止しアンダカットを防止しビード形状を整えてください。また、スタート時はビードが垂れやすいので、アークを断続的に発生させスタート端部に小さな土手を作ってから溶接を開始するとビード垂れが防止できます。実際の溶接時の様子を動画2に示します。
 | <
| <  |
|  > |
> |  >>
>>