>> P.152
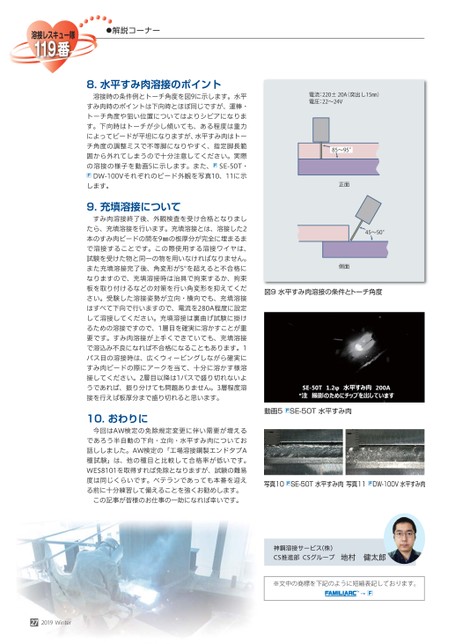
●解説コーナー8.水平すみ肉溶接のポイント溶接時の条件例とトーチ角度を図9に示します。水平すみ肉時のポイントは下向時とほぼ同じですが、運棒・トーチ角度や狙い位置についてはよりシビアになります。下向時はトーチが少し傾いても、ある程度は重力によってビードが平坦になりますが、水平すみ肉はトーチ角度の調整ミスで不等脚になりやすく、指定脚長範囲から外れてしまうので十分注意してください。実際の溶接の様子を動画5に示します。また、SE-50T・DW-100Vそれぞれのビード外観を写真10、11に示します。9.充填溶接についてすみ肉溶接終了後、外観検査を受け合格となりましたら、充填溶接を行います。充填溶接とは、溶接した2本のすみ肉ビードの間を9㎜の板厚分が完全に埋まるまで溶接することです。この際使用する溶接ワイヤは、試験を受けた物と同一の物を用いなければなりません。また充填溶接完了後、角変形が5を超えると不合格になりますので、充填溶接時は治具で拘束するか、拘束板を取り付けるなどの対策を行い角変形を抑えてください。受験した溶接姿勢が立向・横向でも、充填溶接はすべて下向で行いますので、電流を280A程度に設定して溶接してください。充填溶接は裏曲げ試験に掛けるための溶接ですので、1層目を確実に溶かすことが重要です。すみ肉溶接が上手くできていても、充填溶接で溶込み不良になれば不合格になることもあります。1パス目の溶接時は、広くウィービングしながら確実にすみ肉ビードの際にアークを当て、十分に溶かす様溶接してください。2層目以降は1パスで盛り切れないようであれば、振り分けても問題ありません。3層程度溶接を行えば板厚分まで盛り切れると思います。10.おわりに今回はAW検定の免除規定変更に伴い需要が増えるであろう半自動の下向・立向・水平すみ肉についてお話ししました。AW検定の「工場溶接鋼製エンドタブA種試験」は、他の種目と比較して合格率が低いです。WES8101を取得すれば免除となりますが、試験の難易度は同じくらいです。ベテランであっても本番を迎える前に十分練習して備えることを強くお勧めします。この記事が皆様のお仕事の一助になれば幸いです。電流:220±20A(突出し15㎜)電圧:22〜24V85〜95°正面側面45〜50°図9水平すみ肉溶接の条件とトーチ角度動画5SE-50T水平すみ肉写真10SE-50T水平すみ肉写真11DW-100V水平すみ肉神鋼溶接サービス(株)CS推進部CSグループ地村健太郎※文中の商標を下記のように短縮表記しております。272019Winter
 | <
| <  |
|  > |
> |  >>
>>