>> P.162
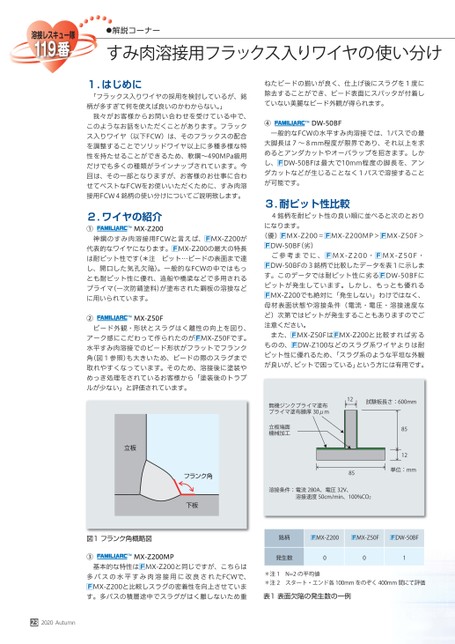
●解説コーナーすみ肉溶接用フラックス入りワイヤの使い分け1.はじめに「フラックス入りワイヤの採用を検討しているが、銘柄が多すぎて何を使えば良いのかわからない。」我々がお客様からお問い合わせを受けている中で、このようなお話をいただくことがあります。フラックス入りワイヤ(以下FCW)は、そのフラックスの配合を調整することでソリッドワイヤ以上に多種多様な特性を持たせることができるため、軟鋼〜490MPa級用だけでも多くの種類がラインナップされています。今回は、その一部となりますが、お客様のお仕事に合わせてベストなFCWをお使いいただくために、すみ肉溶接用FCW4銘柄の使い分けについてご説明致します。2.ワイヤの紹介①MX-Z200神鋼のすみ肉溶接用FCWと言えば、MX-Z200が代表的なワイヤになります。MX-Z200の最大の特長は耐ピット性です(*注ピット…ビードの表面まで達し、開口した気孔欠陥)。一般的なFCWの中ではもっとも耐ピット性に優れ、造船や橋梁などで多用されるプライマ(一次防錆塗料)が塗布された鋼板の溶接などに用いられています。②MX-Z50Fビード外観・形状とスラグはく離性の向上を図り、アーク感にこだわって作られたのがMX-Z50Fです。水平すみ肉溶接でのビード形状がフラットでフランク角(図1参照)も大きいため、ビードの際のスラグまで取れやすくなっています。そのため、溶接後に塗装やめっき処理をされているお客様から「塗装後のトラブルが少ない」と評価されています。立板フランク角下板ねたビードの揃いが良く、仕上げ後にスラグを1度に除去することができ、ビード表面にスパッタが付着していない美麗なビード外観が得られます。④DW-50BF一般的なFCWの水平すみ肉溶接では、1パスでの最大脚長は7〜8mm程度が限界であり、それ以上を求めるとアンダカットやオーバラップを招きます。しかし、DW-50BFは最大で10mm程度の脚長を、アンダカットなどが生じることなく1パスで溶接することが可能です。3.耐ピット性比較4銘柄を耐ピット性の良い順に並べると次のとおりになります。(優)MX-Z200=MX-Z200MP>MX-Z50F>DW-50BF(劣)ご参考までに、MX-Z200・MX-Z50F・DW-50BFの3銘柄で比較したデータを表1に示します。このデータでは耐ピット性に劣るDW-50BFにピットが発生しています。しかし、もっとも優れるMX-Z200でも絶対に「発生しない」わけではなく、母材表面状態や溶接条件(電流・電圧・溶接速度など)次第ではピットが発生することもありますのでご注意ください。また、MX-Z50FはMX-Z200と比較すれば劣るものの、DW-Z100などのスラグ系ワイヤよりは耐ピット性に優れるため、「スラグ系のような平坦な外観が良いが、ピットで困っている」という方には有用です。無機ジンクプライマ塗布プライマ塗布膜厚30μm立板端面機械加工12試験板長さ:600mm851285単位:mm溶接条件:電流280A、電圧32V、溶接速度50cm/min、100%CO2図1フランク角概略図銘柄MX-Z200MX-Z50FDW-50BF③MX-Z200MP基本的な特性はMX-Z200と同じですが、こちらは多パスの水平すみ肉溶接用に改良されたFCWで、MX-Z200と比較しスラグの密着性を向上させています。多パスの積層途中でスラグがはく離しないため重発生数001*注1N=2の平均値*注2スタート・エンド各100mmをのぞく400mm間にて評価表1表面欠陥の発生数の一例232020Autumn
 | <
| <  |
|  > |
> |  >>
>>