>> P.169
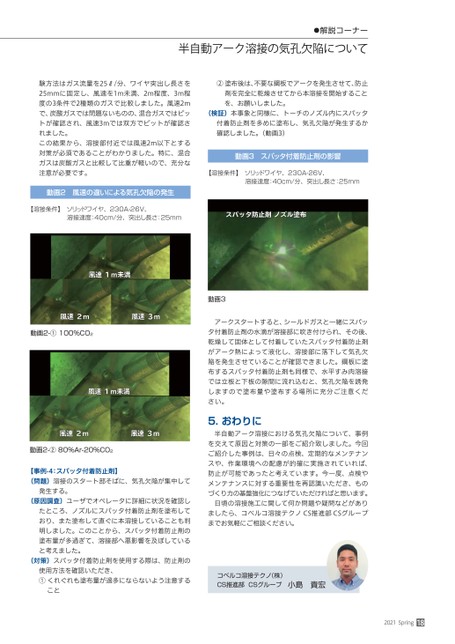
半自動アーク溶接の気孔欠陥について●解説コーナー験方法はガス流量を25ℓ/分、ワイヤ突出し長さを25mmに固定し、風速を1m未満、2m程度、3m程度の3条件で2種類のガスで比較しました。風速2mで、炭酸ガスでは問題ないものの、混合ガスではピットが確認され、風速3mでは双方でピットが確認されました。この結果から、溶接部付近では風速2m以下とする対策が必須であることがわかりました。特に、混合ガスは炭酸ガスと比較して比重が軽いので、充分な注意が必要です。動画2風速の違いによる気孔欠陥の発生【溶接条件】ソリッドワイヤ、230A-26V、溶接速度:40cm/分、突出し長さ:25mm②塗布後は、不要な鋼板でアークを発生させて、防止剤を完全に乾燥させてから本溶接を開始することを、お願いしました。(検証)本事象と同様に、トーチのノズル内にスパッタ付着防止剤を多めに塗布し、気孔欠陥が発生するか確認しました。(動画3)動画3スパッタ付着防止剤の影響【溶接条件】ソリッドワイヤ、230A-26V、溶接速度:40cm/分、突出し長さ:25mm動画2-①100%CO2動画2-②80%Ar-20%CO2【事例-4:スパッタ付着防止剤】(問題)溶接のスタート部そばに、気孔欠陥が集中して発生する。(原因調査)ユーザでオペレータに詳細に状況を確認したところ、ノズルにスパッタ付着防止剤を塗布しており、また塗布して直ぐに本溶接していることも判明しました。このことから、スパッタ付着防止剤の塗布量が多過ぎて、溶接部へ悪影響を及ぼしていると考えました。(対策)スパッタ付着防止剤を使用する際は、防止剤の使用方法を確認いただき、①くれぐれも塗布量が過多にならないよう注意すること動画3アークスタートすると、シールドガスと一緒にスパッタ付着防止剤の水滴が溶接部に吹き付けられ、その後、乾燥して固体として付着していたスパッタ付着防止剤がアーク熱によって液化し、溶接部に落下して気孔欠陥を発生させていることが確認できました。鋼板に塗布するスパッタ付着防止剤も同様で、水平すみ肉溶接では立板と下板の隙間に流れ込むと、気孔欠陥を誘発しますので塗布量や塗布する場所に充分ご注意ください。5.おわりに半自動アーク溶接における気孔欠陥について、事例を交えて原因と対策の一部をご紹介致しました。今回ご紹介した事例は、日々の点検、定期的なメンテナンスや、作業環境への配慮が的確に実施されていれば、防止が可能であったと考えています。今一度、点検やメンテナンスに対する重要性を再認識いただき、ものづくり力の基盤強化につなげていただければと思います。日頃の溶接施工に関して何か問題や疑問などがありましたら、コベルコ溶接テクノCS推進部CSグループまでお気軽にご相談ください。コベルコ溶接テクノ(株)CS推進部CSグループ小島貴宏2021Spring18
 | <
| <  |
|  > |
> |  >>
>>