>> P.171
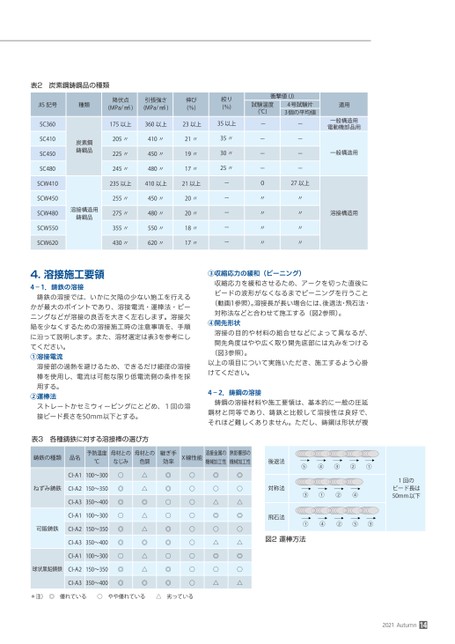
後退法対称法飛石法⑤④③②①③①②④1回のビード長は50mm以下①④②⑤③図2運棒方法2021Autumn14表3各種鋳鉄に対する溶接棒の選び方鋳鉄の種類品名予熱温度℃母材とのなじみ母材との色調継ぎ手効率X線性能溶接金属の機械加工性熱影響部の機械加工性◎○△◎○△◎○△◎○△◎○△◎○△○○○○○○○○○◎◎○○◎◎○◎◎△△◎△△◎△△◎○◎◎○◎◎○◎◎CI-A1100〜300ねずみ鋳鉄CI-A2150〜350CI-A3350〜400CI-A1100〜300可鍛鋳鉄CI-A2150〜350CI-A3350〜400CI-A1100〜300球状黒鉛鋳鉄CI-A2150〜350CI-A3350〜400*注)◎優れている○やや優れている△劣っている4.溶接施工要領4-1.鋳鉄の溶接鋳鉄の溶接では、いかに欠陥の少ない施工を行えるかが最大のポイントであり、溶接電流・運棒法・ピーニングなどが溶接の良否を大きく左右します。溶接欠陥を少なくするための溶接施工時の注意事項を、手順に沿って説明します。また、溶材選定は表3を参考にしてください。①溶接電流溶接部の過熱を避けるため、できるだけ細径の溶接棒を使用し、電流は可能な限り低電流側の条件を採用する。②運棒法ストレートかセミウィービングにとどめ、1回の溶接ビード長さを50mm以下とする。③収縮応力の緩和(ピーニング)収縮応力を緩和させるため、アークを切った直後にビードの波形がなくなるまでピーニングを行うこと(動画1参照)。溶接長が長い場合には、後退法・飛石法・対称法などと合わせて施工する(図2参照)。④開先形状溶接の目的や材料の組合せなどによって異なるが、開先角度はやや広く取り開先底部には丸みをつける(図3参照)。以上の項目について実施いただき、施工するよう心掛けてください。4-2.鋳鋼の溶接鋳鋼の溶接材料や施工要領は、基本的に一般の圧延鋼材と同等であり、鋳鉄と比較して溶接性は良好で、それほど難しくありません。ただし、鋳鋼は形状が複適用一般構造用電動機部品用一般構造用溶接構造用----27以上〃〃〃〃衝撃値(J)4号試験片3個の平均値試験温度(℃)----0〃〃〃〃絞り(%)35以上35〃30〃25〃-----降伏点(MPa/㎟)引張強さ(MPa/㎟)伸び(%)175以上360以上23以上205〃225〃245〃410〃450〃480〃21〃19〃17〃235以上410以上21以上255〃275〃355〃430〃450〃480〃550〃620〃20〃20〃18〃17〃JIS記号種類SC360SC410SC450SC480SCW410SCW450SCW480SCW550SCW620炭素鋼鋳鋼品溶接構造用鋳鋼品表2炭素鋼鋳鋼品の種類
 | <
| <  |
|  > |
> |  >>
>>