>> P.180
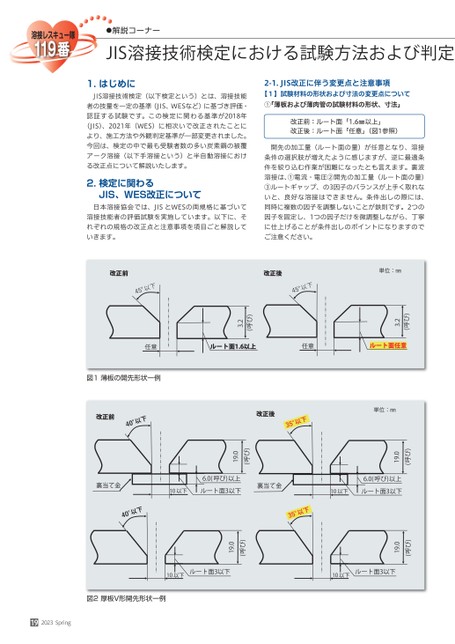
●解説コーナーJIS溶接技術検定における試験方法および判定1.はじめにJIS溶接技術検定(以下検定という)とは、溶接技能者の技量を一定の基準(JIS、WESなど)に基づき評価・認証する試験です。この検定に関わる基準が2018年(JIS)、2021年(WES)に相次いで改正されたことにより、施工方法や外観判定基準が一部変更されました。今回は、検定の中で最も受験者数の多い炭素鋼の被覆アーク溶接(以下手溶接という)と半自動溶接における改正点について解説いたします。2.検定に関わるJIS、WES改正について日本溶接協会では、JISとWESの両規格に基づいて溶接技能者の評価試験を実施しています。以下に、それぞれの規格の改正点と注意事項を項目ごと解説していきます。2-1.JIS改正に伴う変更点と注意事項【1】試験材料の形状および寸法の変更点について①「薄板および薄肉管の試験材料の形状、寸法」改正前:ルート面「1.6㎜以上」改正後:ルート面「任意」(図1参照)開先の加工量(ルート面の量)が任意となり、溶接条件の選択肢が増えたように感じますが、逆に最適条件を絞り込む作業が困難になったとも言えます。裏波溶接は、①電流・電圧②開先の加工量(ルート面の量)③ルートギャップ、の3因子のバランスが上手く取れないと、良好な溶接はできません。条件出しの際には、同時に複数の因子を調整しないことが鉄則です。2つの因子を固定し、1つの因子だけを微調整しながら、丁寧に仕上げることが条件出しのポイントになりますのでご注意ください。改正前改正後単位:㎜(呼び)19.0(呼び)19.010以下ルート面3以下10以下ルート面3以下(呼び)3.2(呼び)3.2任意ルート面1.6以上任意ルート面任意(呼び)19.0(呼び)19.0裏当て金6.0(呼び)以上10以下ルート面3以下裏当て金6.0(呼び)以上10以下ルート面3以下改正前改正後単位:㎜図1薄板の開先形状一例図2厚板V形開先形状一例192023Spring
 | <
| <  |
|  > |
> |  >>
>>