>> P.2
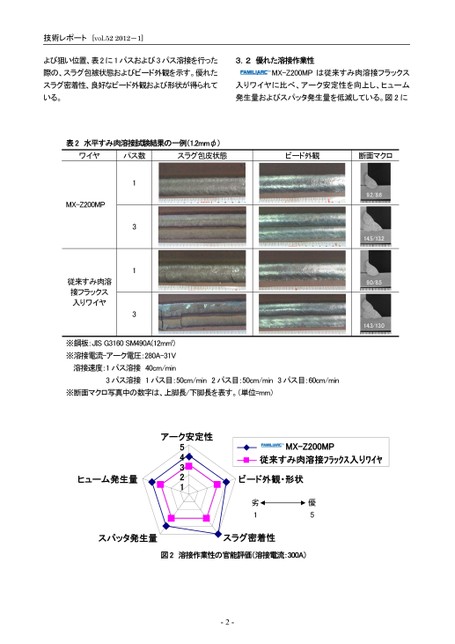
技術レポート[vol.522012-1]よび狙い位置、表2に1パスおよび3パス溶接を行った3.2優れた溶接作業性際の、スラグ包被状態およびビード外観を示す。優れたMX-Z200MPは従来すみ肉溶接フラックススラグ密着性、良好なビード外観および形状が得られて入りワイヤに比べ、アーク安定性を向上し、ヒュームいる。発生量およびスパッタ発生量を低減している。図2に表2水平すみ肉溶接試験結果の一例(1.2mmφ)ワイヤパス数スラグ包皮状態MX-Z200MP従来すみ肉溶接フラックス入りワイヤ1313※鋼板:JISG3160SM490A(12mmt)※溶接電流-アーク電圧:280A-31V溶接速度:1パス溶接40cm/minビード外観断面マクロ9.2/8.614.5/13.29.0/8.514.3/13.03パス溶接1パス目:50cm/min2パス目:50cm/min3パス目:60cm/min※断面マクロ写真中の数字は、上脚長/下脚長を表す。(単位=mm)MX-Z200MP従来すみ肉溶接フラックス入りワイヤビード外観・形状劣優15スラグ密着性アーク安定性12345ヒューム発生量スパッタ発生量図2溶接作業性の官能評価(溶接電流:300A)-2-
 | <
| <  |
|  > |
> |  >>
>>