>> P.3
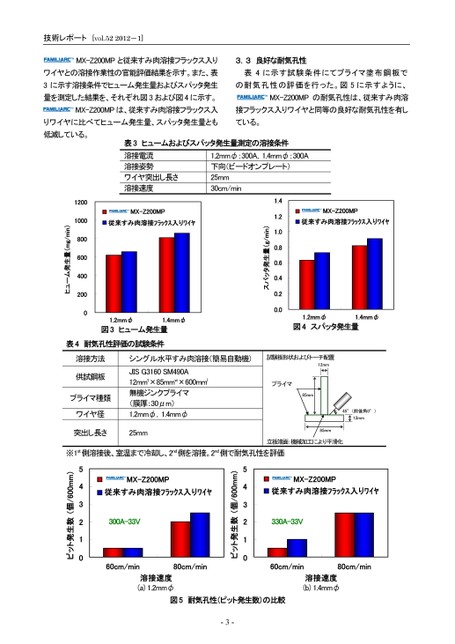
技術レポート[vol.522012-1]MX-Z200MPと従来すみ肉溶接フラックス入り3.3良好な耐気孔性ワイヤとの溶接作業性の官能評価結果を示す。また、表表4に示す試験条件にてプライマ塗布鋼板で3に示す溶接条件でヒューム発生量およびスパッタ発生の耐気孔性の評価を行った。図5に示すように、量を測定した結果を、それぞれ図3および図4に示す。MX-Z200MPの耐気孔性は、従来すみ肉溶MX-Z200MPは、従来すみ肉溶接フラックス入接フラックス入りワイヤと同等の良好な耐気孔性を有しりワイヤに比べてヒューム発生量、スパッタ発生量ともている。低減している。表3ヒュームおよびスパッタ発生量測定の溶接条件1.2mmφ:300A,1.4mmφ:300A下向(ビードオンプレート)MX-Z200MP従来すみ肉溶接フラックス入りワイヤ1.41.21.00.80.60.40.20.0スパッタ発生量(g/min)1.2mmφ図4スパッタ発生量1.4mmφ25mm30cm/min溶接電流溶接姿勢ワイヤ突出し長さ溶接速度MX-Z200MP従来すみ肉溶接フラックス入りワイヤ120010008006004002000ヒューム発生量(mg/min)1.2mmφ1.4mmφ図3ヒューム発生量表4耐気孔性評価の試験条件溶接方法シングル水平すみ肉溶接(簡易自動機)供試鋼板プライマ種類JISG3160SM490A12mmt×85mmw×600mml無機ジンクプライマ(膜厚:30μm)ワイヤ径1.2mmφ,1.4mmφ突出し長さ25mm試験板形状およびトーチ配置12mmプライマ85mm45°(前後角0°)12mm85mm立板端面:機械加工により平滑化※1st側溶接後、室温まで冷却し、2nd側を溶接。2nd側で耐気孔性を評価MX-Z200MP従来すみ肉溶接フラックス入りワイヤ330A-33V60cm/min80cm/min溶接速度(b)1.4mmφ543210ピット発生数(個/600mm)MX-Z200MP従来すみ肉溶接フラックス入りワイヤ300A-33V60cm/min80cm/min543210ピット発生数(個/600mm)溶接速度(a)1.2mmφ図5耐気孔性(ピット発生数)の比較-3-
 | <
| <  |
|  > |
> |  >>
>>