>> P.16
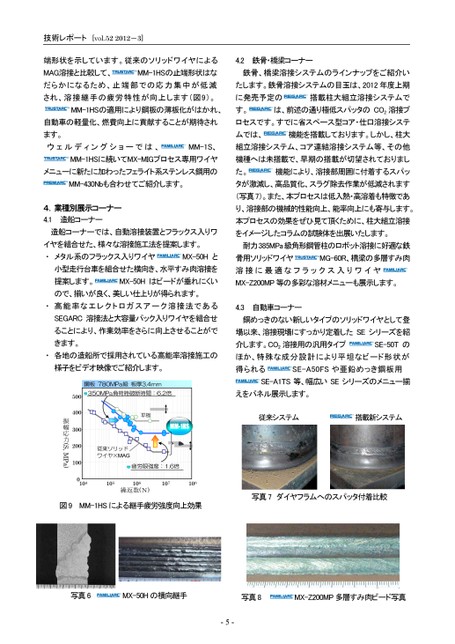
技術レポート[vol.522012-3]端形状を示しています。従来のソリッドワイヤによる4.2鉄骨・橋梁コーナーMAG溶接と比較して、MM-1HSの止端形状はな鉄骨、橋梁溶接システムのラインナップをご紹介いだらかになるため、止端部での応力集中が低減たします。鉄骨溶接システムの目玉は、2012年度上期され、溶接継手の疲労特性が向上します(図9)。に発売予定の搭載柱大組立溶接システムでMM-1HSの適用により鋼板の薄板化がはかれ、す。は、前述の通り極低スパッタのCO2溶接プ自動車の軽量化、燃費向上に貢献することが期待されロセスです。すでに省スペース型コア・仕口溶接システます。ムでは、機能を搭載しております。しかし、柱大ウェルディングショーでは、MM-1S、組立溶接システム、コア連結溶接システム等、その他MM-1HSに続いてMX-MIGプロセス専用ワイヤ機種へは未搭載で、早期の搭載が切望されておりましメニューに新たに加わったフェライト系ステンレス鋼用のた。機能により、溶接部周囲に付着するスパッMM-430Nbも合わせてご紹介します。タが激減し、高品質化、スラグ除去作業が低減されます4.業種別展示コーナー4.1造船コーナー(写真7)。また、本プロセスは低入熱・高溶着も特徴であり、溶接部の機械的性能向上、能率向上にも寄与します。本プロセスの効果をぜひ見て頂くために、柱大組立溶接造船コーナーでは、自動溶接装置とフラックス入りワをイメージしたコラムの試験体を出展いたします。イヤを組合せた、様々な溶接施工法を提案します。耐力385MPa級角形鋼管柱のロボット溶接に好適な鉄・メタル系のフラックス入りワイヤMX-50Hと骨用ソリッドワイヤMG-60R、橋梁の多層すみ肉小型走行台車を組合せた横向き、水平すみ肉溶接を溶接に最適なフラックス入りワイヤ提案します。MX-50Hはビードが垂れにくいMX-Z200MP等の多彩な溶材メニューも展示します。ので、揃いが良く、美しい仕上りが得られます。・高能率なエレクトロガスアーク溶接法である4.3自動車コーナーSEGARC溶接法と大容量パック入りワイヤを組合せ銅めっきのない新しいタイプのソリッドワイヤとして登ることにより、作業効率をさらに向上させることがで場以来、溶接現場にすっかり定着したSEシリーズを紹介します。CO2溶接用の汎用タイプSE-50Tのほか、特殊な成分設計により平坦なビード形状が得られるSE-A50FSや亜鉛めっき鋼板用SE-A1TS等、幅広いSEシリーズのメニュー揃えをパネル展示します。従来システム搭載新システム写真7ダイヤフラムへのスパッタ付着比較写真8MX-Z200MP多層すみ肉ビード写真-5-きます。・各地の造船所で採用されている高能率溶接施工の様子をビデオ映像でご紹介します。鋼板780MPa級板厚3.4mm350MPa負荷時破断時間:6.2倍平板従来ソリッドワイヤ×MAG疲労限強度:1.6倍500400300200100振幅応力(S,MPa)0104105106繰返数(N)107108図9MM-1HSによる継手疲労強度向上効果写真6MX-50Hの横向継手
 | <
| <  |
|  > |
> |  >>
>>