>> P.15
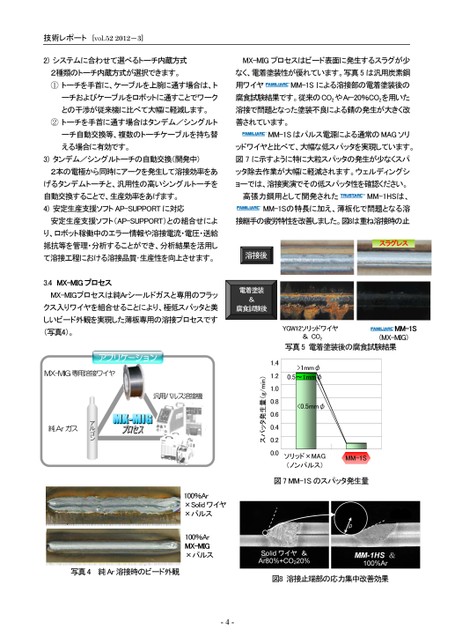
技術レポート[vol.522012-3]2)システムに合わせて選べるトーチ内蔵方式MX-MIGプロセスはビード表面に発生するスラグが少2種類のトーチ内蔵方式が選択できます。①トーチを手首に、ケーブルを上腕に通す場合は、トなく、電着塗装性が優れています。写真5は汎用炭素鋼用ワイヤMM-1Sによる溶接部の電着塗装後のーチおよびケーブルをロボットに通すことでワーク腐食試験結果です。従来のCO2やAr-20%CO2を用いたとの干渉が従来機に比べて大幅に軽減します。溶接で問題となった塗装不良による錆の発生が大きく改②トーチを手首に通す場合はタンデム/シングルト善されています。ーチ自動交換等、複数のトーチケーブルを持ち替MM-1Sはパルス電源による通常のMAGソリえる場合に有効です。ッドワイヤと比べて、大幅な低スパッタを実現しています。3)タンデム/シングルトーチの自動交換(開発中)図7に示すように特に大粒スパッタの発生が少なくスパ2本の電極から同時にアークを発生して溶接効率をあッタ除去作業が大幅に軽減されます。ウェルディングシげるタンデムトーチと、汎用性の高いシングルトーチをョーでは、溶接実演でその低スパッタ性を確認ください。自動交換することで、生産効率をあげます。高張力鋼用として開発されたMM-1HSは、4)安定生産支援ソフトAP-SUPPORTに対応MM-1Sの特長に加え、薄板化で問題となる溶安定生産支援ソフト(AP-SUPPORT)との組合せによ接継手の疲労特性を改善しました。図8は重ね溶接時の止スラグレスYGW12ソリッドワイヤ&CO2MM-1S(MX-MIG)写真5電着塗装後の腐食試験結果>1mmφ0.5~1mmφ<0.5mmφソリッド×MAG(ノンパルス)MM-1S1.41.21.00.80.60.40.20.0図7MM-1Sのスパッタ発生量スパッタ発生量(g/min)り、ロボット稼働中のエラー情報や溶接電流・電圧・送給抵抗等を管理・分析することができ、分析結果を活用して溶接工程における溶接品質・生産性を向上させます。3.4MX-MIGプロセスMX-MIGプロセスは純Arシールドガスと専用のフラックス入りワイヤを組合せることにより、極低スパッタと美しいビード外観を実現した薄板専用の溶接プロセスです(写真4)。アプリケーションMX-MIG専用溶接ワイヤ溶接後電着塗装&腐食試験後汎用パルス溶接機アルゴン純Arガス写真4純Ar溶接時のビード外観100%Ar×Solidワイヤ×パルス100%ArMX-MIG×パルス-4-SolidワイヤAr80%+CO220%&ρMM-1HS&100%Ar図8溶接止端部の応力集中改善効果
 | <
| <  |
|  > |
> |  >>
>>