>> P.41
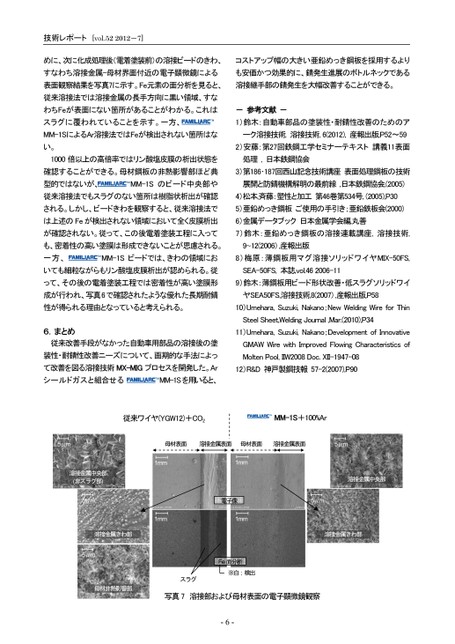
技術レポート[vol.522012-7]めに、次に化成処理後(電着塗装前)の溶接ビードのきわ、コストアップ幅の大きい亜鉛めっき鋼板を採用するよりすなわち溶接金属-母材界面付近の電子顕微鏡によるも安価かつ効果的に、錆発生進展のボトルネックである表面観察結果を写真7に示す。Fe元素の面分析を見ると、溶接継手部の錆発生を大幅改善することができる。従来溶接法では溶接金属の長手方向に黒い領域、すなわちFeが表面にない箇所があることがわかる。これは-参考文献-スラグに覆われていることを示す。一方、1)鈴木:自動車部品の塗装性・耐錆性改善のためのアMM-1SによるAr溶接法ではFeが検出されない箇所はなーク溶接技術,溶接技術,6(2012),産報出版,P52~59い。2)安藤:第27回鉄鋼工学セミナーテキスト講義11表面1000倍以上の高倍率ではリン酸塩皮膜の析出状態を処理,日本鉄鋼協会確認することができる。母材鋼板の非熱影響部ほど典3)第186・187回西山記念技術講座表面処理鋼板の技術型的ではないが、MM-1Sのビード中央部や展開と防錆機構解明の最前線,日本鉄鋼協会,(2005)従来溶接法でもスラグのない箇所は樹脂状析出が確認4)松本,斉藤:塑性と加工第46巻第534号,(2005),P30される。しかし、ビードきわを観察すると、従来溶接法で5)亜鉛めっき鋼板ご使用の手引き;亜鉛鉄板会(2000)は上述のFeが検出されない領域において全く皮膜析出6)金属データブック日本金属学会編,丸善が確認されない。従って、この後電着塗装工程に入って7)鈴木:亜鉛めっき鋼板の溶接連載講座,溶接技術,も、密着性の高い塗膜は形成できないことが思慮される。9~12(2006),産報出版一方、MM-1Sビードでは、きわの領域にお8)梅原:薄鋼板用マグ溶接ソリッドワイヤMIX-50FS,いても細粒ながらもリン酸塩皮膜析出が認められる。従SEA-50FS,本誌,vol.462006-11って、その後の電着塗装工程では密着性が高い塗膜形9)鈴木:薄鋼板用ビード形状改善・低スラグソリッドワイ成が行われ、写真6で確認されたような優れた長期耐錆ヤSEA50FS,溶接技術,8(2007),産報出版,P58性が得られる理由となっていると考えられる。10)Umehara,Suzuki,Nakano;NewWeldingWireforThin6.まとめSteelSheet,WeldingJournal,Mar.(2010),P3411)Umehara,Suzuki,Nakano;DevelopmentofInnovative従来改善手段がなかった自動車用部品の溶接後の塗GMAWWirewithImprovedFlowingCharacteristicsof装性・耐錆性改善ニーズについて、画期的な手法によっMoltenPool,IIW2008Doc.XII-1947-08て改善を図る溶接技術MX-MIGプロセスを開発した。Ar12)R&D神戸製鋼技報57-2(2007),P90シールドガスと組合せるMM-1Sを用いると、従来ワイヤ(YGW12)+CO25μm母材表面溶接金属表面MM-1S+100%Ar母材表面溶接金属表面5μm溶接金属中央部(非スラグ部)5μm溶接金属きわ部5μm母材非熱影響部1mm1mmスラグ1mm電子像1mm溶接金属中央部5μm溶接金属きわ部Fe面分析※白;検出写真7溶接部および母材表面の電子顕微鏡観察-6-
 | <
| <  |
|  > |
> |  >>
>>