>> P.40
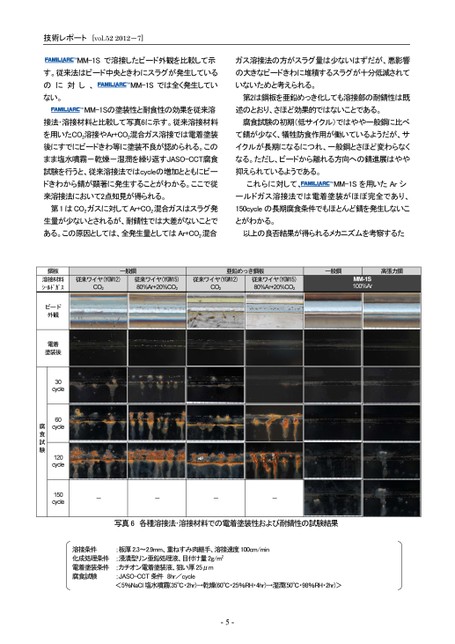
技術レポート[vol.522012-7]MM-1Sで溶接したビード外観を比較して示ガス溶接法の方がスラグ量は少ないはずだが、悪影響す。従来法はビード中央ときわにスラグが発生しているの大きなビードきわに堆積するスラグが十分低減されてのに対し、MM-1Sでは全く発生していいないためと考えられる。ない。第2は鋼板を亜鉛めっき化しても溶接部の耐錆性は既MM-1Sの塗装性と耐食性の効果を従来溶述のとおり、さほど効果的ではないことである。接法・溶接材料と比較して写真6に示す。従来溶接材料腐食試験の初期(低サイクル)ではやや一般鋼に比べを用いたCO2溶接やAr+CO2混合ガス溶接では電着塗装て錆が少なく、犠牲防食作用が働いているようだが、サ後にすでにビードきわ等に塗装不良が認められる。このイクルが長期になるにつれ、一般鋼とさほど変わらなくまま塩水噴霧-乾燥-湿潤を繰り返すJASO-CCT腐食なる。ただし、ビードから離れる方向への錆進展はやや試験を行うと、従来溶接法ではcycleの増加とともにビー抑えられているようである。ドきわから錆が顕著に発生することがわかる。ここで従これらに対して、MM-1Sを用いたArシ来溶接法において2点知見が得られる。ールドガス溶接法では電着塗装がほぼ完全であり、第1はCO2ガスに対してAr+CO2混合ガスはスラグ発150cycleの長期腐食条件でもほとんど錆を発生しないこ生量が少ないとされるが、耐錆性では大差がないことでとがわかる。ある。この原因としては、全発生量としてはAr+CO2混合以上の良否結果が得られるメカニズムを考察するた一般鋼亜鉛めっき鋼板一般鋼従来ワイヤ(YGW12)CO2従来ワイヤ(YGW15)80%Ar+20%CO2従来ワイヤ(YGW12)CO2---従来ワイヤ(YGW15)80%Ar+20%CO2-高張力鋼MM-1S100%Ar写真6各種溶接法・溶接材料での電着塗装性および耐錆性の試験結果溶接条件化成処理条件電着塗装条件;板厚2.3~2.9mm、重ねすみ肉継手、溶接速度100cm/min;浸漬型リン亜鉛処理液、目付け量2g/m2;カチオン電着塗装液、狙い厚25μm腐食試験;JASO-CCT条件8hr/cycle<5%NaCl塩水噴霧(35℃・2hr)→乾燥(60℃・25%RH・4hr)→湿潤(50℃・98%RH・2hr)>-5-鋼板溶接材料シールドガスビード外観電着塗装後30cycle60cycle120cycle150cycle腐食試験
 | <
| <  |
|  > |
> |  >>
>>