>> P.63
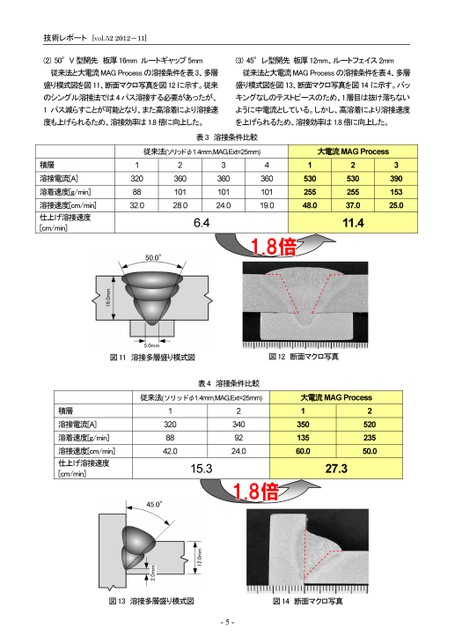
技術レポート[vol.522012-11](2)50°V型開先板厚16mmルートギャップ5mm(3)45°レ型開先板厚12mm、ルートフェイス2mm従来法と大電流MAGProcessの溶接条件を表3、多層従来法と大電流MAGProcessの溶接条件を表4、多層盛り模式図を図11、断面マクロ写真を図12に示す。従来盛り模式図を図13、断面マクロ写真を図14に示す。バッのシングル溶接法では4パス溶接する必要があったが、キングなしのテストピースのため、1層目は抜け落ちない1パス減らすことが可能となり、また高溶着により溶接速ように中電流としている。しかし、高溶着により溶接速度度も上げられるため、溶接効率は1.8倍に向上した。を上げられるため、溶接効率は1.8倍に向上した。表3溶接条件比較(ソリッドφ1.4mm,MAG,Ext=25mm)大電流MAGProcess436010119.0153025548.0339015325.0253025537.011.4従来法積層溶接電流[A]溶着速度[g/min]溶接速度[cm/min]仕上げ溶接速度[cm/min]13208832.0236010128.0336010124.06.4図11溶接多層盛り模式図図12断面マクロ写真大電流MAGProcess2135013560.052023550.027.3積層溶接電流[A]溶着速度[g/min]溶接速度[cm/min]仕上げ溶接速度[cm/min]表4溶接条件比較従来法(ソリッドφ1.4mm,MAG,Ext=25mm)13208842.015.323409224.0図13溶接多層盛り模式図図14断面マクロ写真-5-
 | <
| <  |
|  > |
> |  >>
>>