>> P.62
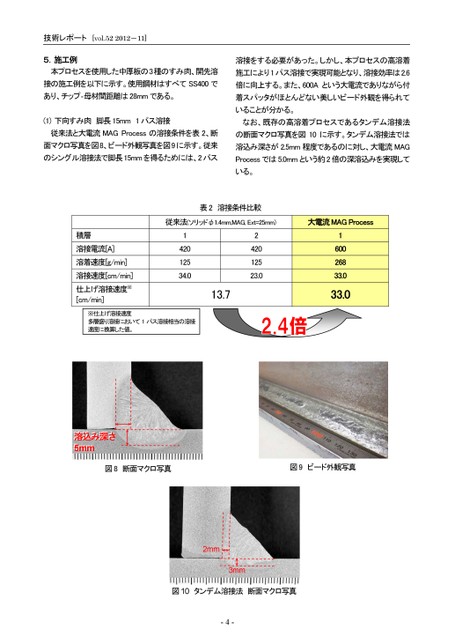
技術レポート[vol.522012-11]5.施工例溶接をする必要があった。しかし、本プロセスの高溶着本プロセスを使用した中厚板の3種のすみ肉、開先溶施工により1パス溶接で実現可能となり、溶接効率は2.6接の施工例を以下に示す。使用鋼材はすべてSS400で倍に向上する。また、600Aという大電流でありながら付あり、チップ‐母材間距離は28mmである。着スパッタがほとんどない美しいビード外観を得られて(1)下向すみ肉脚長15mm1パス溶接いることが分かる。なお、既存の高溶着プロセスであるタンデム溶接法従来法と大電流MAGProcessの溶接条件を表2、断の断面マクロ写真を図10に示す。タンデム溶接法では面マクロ写真を図8、ビード外観写真を図9に示す。従来溶込み深さが2.5mm程度であるのに対し、大電流MAGのシングル溶接法で脚長15mmを得るためには、2パスProcessでは5.0mmという約2倍の深溶込みを実現している。表2溶接条件比較従来法(ソリッドφ1.4mm,MAG,Ext=25mm)大電流MAGProcess242012523.0160026833.033.0図9ビード外観写真3mm図10タンデム溶接法断面マクロ写真-4-積層溶接電流[A]溶着速度[g/min]溶接速度[cm/min]仕上げ溶接速度※[cm/min]※仕上げ溶接速度142012534.013.7多層盛り溶接において1パス溶接相当の溶接速度に換算した値。溶込込込みみみ深深深さささ溶溶55mmmmmm5図8断面マクロ写真2mm
 | <
| <  |
|  > |
> |  >>
>>