>> P.69
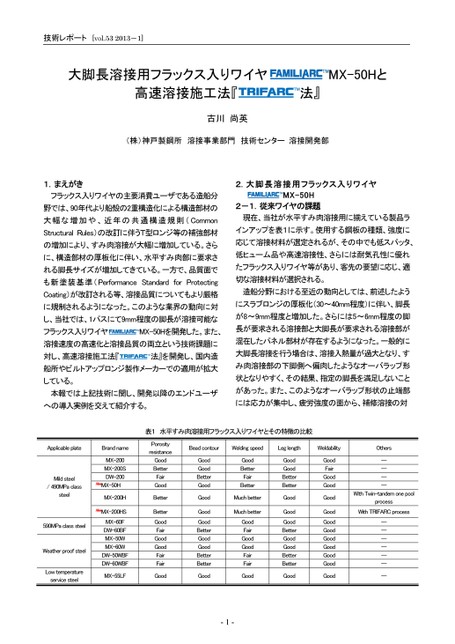
技術レポート[vol.532013-1]大脚長溶接用フラックス入りワイヤMX-50Hと高速溶接施工法『法』古川尚英(株)神戸製鋼所溶接事業部門技術センター溶接開発部1.まえがき2.大脚長溶接用フラックス入りワイヤフラックス入りワイヤの主要消費ユーザである造船分野では、90年代より船殻の2重構造化による構造部材の大幅な増加や、近年の共通構造規則(CommonStructuralRules)の改訂に伴うT型ロンジ等の補強部材の増加により、すみ肉溶接が大幅に増加している。さらに、構造部材の厚板化に伴い、水平すみ肉部に要求される脚長サイズが増加してきている。一方で、品質面でも新塗装基準(PerformanceStandardforProtectingCoating)が改訂される等、溶接品質についてもより厳格に規制されるようになった。このような業界の動向に対し、当社では、1パスにて9mm程度の脚長が溶接可能なフラックス入りワイヤMX-50Hを開発した。また、溶接速度の高速化と溶接品質の両立という技術課題に対し、高速溶接施工法『法』を開発し、国内造船所やビルトアップロンジ製作メーカーでの適用が拡大している。本報では上記技術に関し、開発以降のエンドユーザへの導入実例を交えて紹介する。MX-50H2-1.従来ワイヤの課題現在、当社が水平すみ肉溶接用に揃えている製品ラインアップを表1に示す。使用する鋼板の種類、強度に応じて溶接材料が選定されるが、その中でも低スパッタ、低ヒューム品や高速溶接性、さらには耐気孔性に優れたフラックス入りワイヤ等があり、客先の要望に応じ、適切な溶接材料が選択される。造船分野における至近の動向としては、前述したようにスラブロンジの厚板化(30~40mm程度)に伴い、脚長が8~9mm程度と増加した。さらには5~6mm程度の脚長が要求される溶接部と大脚長が要求される溶接部が混在したパネル部材が存在するようになった。一般的に大脚長溶接を行う場合は、溶接入熱量が過大となり、すみ肉溶接部の下脚側へ偏肉したようなオーバラップ形状となりやすく、その結果、指定の脚長を満足しないことがあった。また、このようなオーバラップ形状の止端部には応力が集中し、疲労強度の面から、補修溶接の対steelMX-200HApplicableplateMildsteel/490MPaclass590MPaclasssteelWeatherproofsteelLowtemperatureservicesteelBrandnameMX-200MX-200SDW-200NewMX-50HNewMX-200HSMX-60FDW-60BFMX-50WMX-60WDW-50WBFDW-60WBFMX-55LF表1水平すみ肉溶接用フラックス入りワイヤとその特徴の比較PorosityresistanceBeadcontourGoodBetterFairGoodBetterBetterGoodFairGoodGoodFairFairGoodGoodGoodBetterGoodGoodGoodGoodBetterGoodGoodBetterBetterGoodWeldingspeedGoodBetterFairBetterMuchbetterMuchbetterGoodFairGoodGoodFairFairGood-1-LeglengthWeldabilityOthersGoodGoodBetterBetterGoodGoodGoodBetterGoodGoodBetterBetterGoodGoodFairGoodGoodGoodGoodGoodGoodGoodGoodGoodGoodGood--------WithTwin-tandemonepoolprocessWithTRIFARCprocess--------------
 | <
| <  |
|  > |
> |  >>
>>