>> P.70
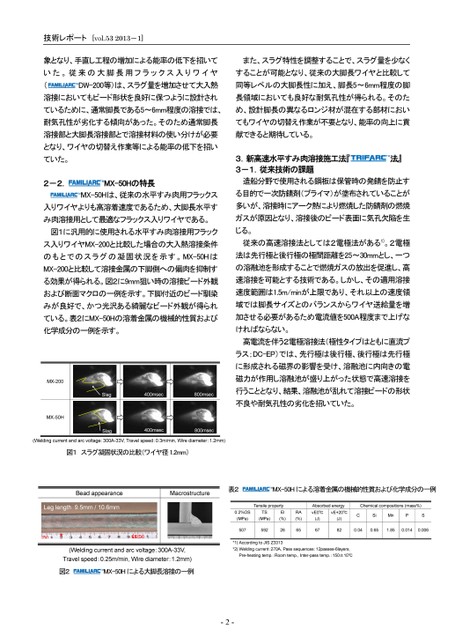
技術レポート[vol.532013-1]象となり、手直し工程の増加による能率の低下を招いてまた、スラグ特性を調整することで、スラグ量を少なくいた。従来の大脚長用フラックス入りワイヤすることが可能となり、従来の大脚長ワイヤと比較して(DW-200等)は、スラグ量を増加させて大入熱同等レベルの大脚長性に加え、脚長5~6mm程度の脚溶接においてもビード形状を良好に保つように設計され長領域においても良好な耐気孔性が得られる。そのたているために、通常脚長である5~6mm程度の溶接では、め、設計脚長の異なるロンジ材が混在する部材におい耐気孔性が劣化する傾向があった。そのため通常脚長てもワイヤの切替え作業が不要となり、能率の向上に貢溶接部と大脚長溶接部とで溶接材料の使い分けが必要献できると期待している。となり、ワイヤの切替え作業等による能率の低下を招いていた。2-2.MX-50Hの特長3.新高速水平すみ肉溶接施工法『法』3-1.従来技術の課題造船分野で使用される鋼板は保管時の発錆を防止すMX-50Hは、従来の水平すみ肉用フラックスる目的で一次防錆剤(プライマ)が塗布されていることが入りワイヤよりも高溶着速度であるため、大脚長水平す多いが、溶接時にアーク熱により燃焼した防錆剤の燃焼み肉溶接用として最適なフラックス入りワイヤである。ガスが原因となり、溶接後のビード表面に気孔欠陥を生図1に汎用的に使用される水平すみ肉溶接用フラックじる。ス入りワイヤMX-200と比較した場合の大入熱溶接条件従来の高速溶接法としては2電極法がある1)。2電極のもとでのスラグの凝固状況を示す。MX-50Hは法は先行極と後行極の極間距離を25~30mmとし、一つMX-200と比較して溶接金属の下脚側への偏肉を抑制すの溶融池を形成することで燃焼ガスの放出を促進し、高る効果が得られる。図2に9mm狙い時の溶接ビード外観速溶接を可能とする技術である。しかし、その適用溶接および断面マクロの一例を示す。下脚付近のビード馴染速度範囲は1.5m/minが上限であり、それ以上の速度領みが良好で、かつ光沢ある綺麗なビード外観が得られ域では脚長サイズとのバランスからワイヤ送給量を増ている。表2にMX-50Hの溶着金属の機械的性質および加させる必要があるため電流値を500A程度まで上げな化学成分の一例を示す。ければならない。高電流を伴う2電極溶接法(極性タイプはともに直流プラス;DC-EP)では、先行極は後行極、後行極は先行極に形成される磁界の影響を受け、溶融池に内向きの電磁力が作用し溶融池が盛り上がった状態で高速溶接を行うこととなり、結果、溶融池が乱れて溶接ビードの形状不良や耐気孔性の劣化を招いていた。MX-200MX-50HSlag400msecSlag400msec800msec800msec(Weldingcurrentandarcvoltage:300A-33V,Travelspeed:0.3m/min,Wirediameter:1.2mm)図1スラグ凝固状況の比較(ワイヤ径1.2mm)BeadappearanceMacrostructure表2Leglength:9.5mm/10.6mm(Weldingcurrentandarcvoltage:300A-33V,Travelspeed:0.25m/min,Wirediameter:1.2mm)図2MX-50Hによる大脚長溶接の一例0.2%OS(MPa)MX-50Hによる溶着金属の機械的性質および化学成分の一例TensilepropertyEl(%)(MPa)TS50759226AbsorbedenergyvE0℃vE+20℃(J)67(J)82RA(%)65Chemicalcompositions(mass%)CSiMnPS0.040.651.850.0140.006*1)AccordingtoJISZ3313*2)Weldingcurrent:270A,Passsequences:12passes-6layers,Pre-heatingtemp.:Roomtemp.,Inter-passtemp.:150±10℃-2-
 | <
| <  |
|  > |
> |  >>
>>