>> P.95
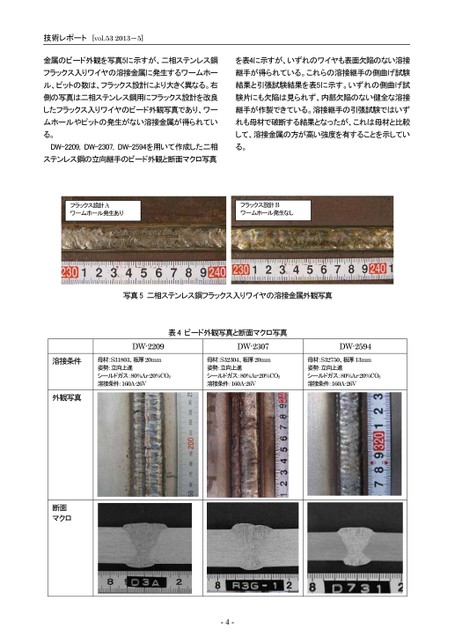
技術レポート[vol.532013-5]金属のビード外観を写真5に示すが、二相ステンレス鋼を表4に示すが、いずれのワイヤも表面欠陥のない溶接フラックス入りワイヤの溶接金属に発生するワームホー継手が得られている。これらの溶接継手の側曲げ試験ル、ピットの数は、フラックス設計により大きく異なる。右結果と引張試験結果を表5に示す。いずれの側曲げ試側の写真は二相ステンレス鋼用にフラックス設計を改良験片にも欠陥は見られず、内部欠陥のない健全な溶接したフラックス入りワイヤのビード外観写真であり、ワー継手が作製できている。溶接継手の引張試験ではいずムホールやピットの発生がない溶接金属が得られていれも母材で破断する結果となったが、これは母材と比較る。して、溶接金属の方が高い強度を有することを示していDW-2209,DW-2307,DW-2594を用いて作成した二相る。ステンレス鋼の立向継手のビード外観と断面マクロ写真フラックス設計Aワームホール発生あり溶接条件外観写真断面マクロフラックス設計Bワームホール発生なし写真5二相ステンレス鋼フラックス入りワイヤの溶接金属外観写真表4ビード外観写真と断面マクロ写真DW-2209母材:S31803、板厚20mm姿勢:立向上進シールドガス:80%Ar-20%CO2溶接条件:160A-26VDW-2307母材:S32304、板厚20mm姿勢:立向上進シールドガス:80%Ar-20%CO2溶接条件:160A-26VDW-2594母材:S32750、板厚13mm姿勢:立向上進シールドガス:80%Ar-20%CO2溶接条件:160A-26V-4-
 | <
| <  |
|  > |
> |  >>
>>