>> P.167
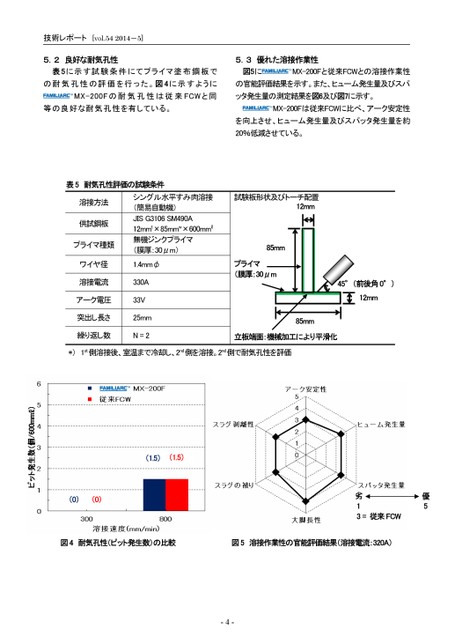
技術レポート[vol.542014-5]5.2良好な耐気孔性5.3優れた溶接作業性表5に示す試験条件にてプライマ塗布鋼板で図5にMX-200Fと従来FCWとの溶接作業性の耐気孔性の評価を行った。図4に示すようにの官能評価結果を示す。また、ヒューム発生量及びスパMX-200Fの耐気孔性は従来FCWと同ッタ発生量の測定結果を図6及び図7に示す。等の良好な耐気孔性を有している。MX-200Fは従来FCWに比べ、アーク安定性を向上させ、ヒューム発生量及びスパッタ発生量を約20%低減させている。45°(前後角0°)12mm85mm板端面:機械加工により平滑化*)1st側溶接後、室温まで冷却し、2nd側を溶接。2nd側で耐気孔性を評価(1.5)(1.5)(0)(0)劣13=従来FCW優5図4耐気孔性(ピット発生数)の比較図5溶接作業性の官能評価結果(溶接電流:320A)-4-試験板形状及びトーチ配置12mm85mmライマ(膜厚:30μmプ立表5耐気孔性評価の試験条件溶接方法供試鋼板プライマ種類シングル水平すみ肉溶接(簡易自動機)JISG3106SM490A12mmt×85mmw×600mmℓ無機ジンクプライマ(膜厚:30μm)ワイヤ径1.4mmφ溶接電流330Aアーク電圧33V突出し長さ25mm繰り返し数N=2
 | <
| <  |
|  > |
> |  >>
>>