>> P.186
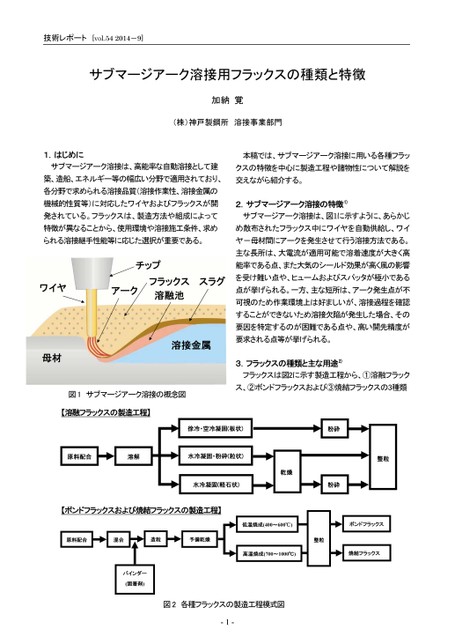
サブマージアーク溶接用フラックスの種類と特徴加納覚(株)神戸製鋼所溶接事業部門1.はじめに本稿では、サブマージアーク溶接に用いる各種フラッサブマージアーク溶接は、高能率な自動溶接として建クスの特徴を中心に製造工程や諸物性について解説を築、造船、エネルギー等の幅広い分野で適用されており、各分野で求められる溶接品質(溶接作業性、溶接金属の交えながら紹介する。機械的性質等)に対応したワイヤおよびフラックスが開発されている。フラックスは、製造方法や組成によって2.サブマージアーク溶接の特徴1)サブマージアーク溶接は、図1に示すように、あらかじ特徴が異なることから、使用環境や溶接施工条件、求めめ散布されたフラックス中にワイヤを自動供給し、ワイられる溶接継手性能等に応じた選択が重要である。ヤ-母材間にアークを発生させて行う溶接方法である。技術レポート[vol.542014-9]主な長所は、大電流が適用可能で溶着速度が大きく高能率である点、また大気のシールド効果が高く風の影響を受け難い点や、ヒュームおよびスパッタが極小である点が挙げられる。一方、主な短所は、アーク発生点が不可視のため作業環境上は好ましいが、溶接過程を確認することができないため溶接欠陥が発生した場合、その要因を特定するのが困難である点や、高い開先精度が要求される点等が挙げられる。3.フラックスの種類と主な用途2)フラックスは図2に示す製造工程から、①溶融フラックス、②ボンドフラックスおよび③焼結フラックスの3種類整粒粉砕粉砕乾燥ボンドフラックス焼結フラックス整粒低温焼成(400~600℃)高温焼成(700~1000℃)図2各種フラックスの製造工程模式図-1-チップアークフラックススラグ溶融池溶接金属図1サブマージアーク溶接の概念図【溶融フラックスの製造工程】原料配合溶解徐冷・空冷凝固(板状)水冷凝固・粉砕(粒状)水冷凝固(軽石状)【ボンドフラックスおよび焼結フラックスの製造工程】原料配合混合造粒予備乾燥バインダー(固着剤)ワイヤ母材
 | <
| <  |
|  > |
> |  >>
>>