>> P.187
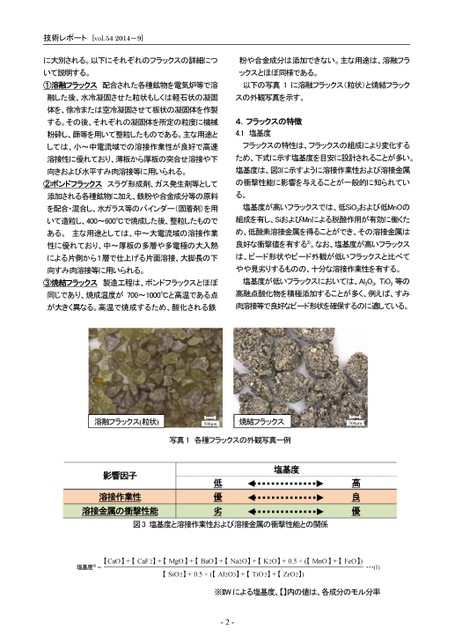
技術レポート[vol.542014-9]に大別される。以下にそれぞれのフラックスの詳細につ粉や合金成分は添加できない。主な用途は、溶融フラいて説明する。ックスとほぼ同様である。①溶融フラックス配合された各種鉱物を電気炉等で溶以下の写真1に溶融フラックス(粒状)と焼結フラック融した後、水冷凝固させた粒状もしくは軽石状の凝固スの外観写真を示す。体を、徐冷または空冷凝固させて板状の凝固体を作製する。その後、それぞれの凝固体を所定の粒度に機械4.フラックスの特徴粉砕し、篩等を用いて整粒したものである。主な用途と4.1塩基度しては、小~中電流域での溶接作業性が良好で高速フラックスの特性は、フラックスの組成により変化する溶接性に優れており、薄板から厚板の突合せ溶接や下ため、下式に示す塩基度を目安に設計されることが多い。向きおよび水平すみ肉溶接等に用いられる。塩基度は、図3に示すように溶接作業性および溶接金属②ボンドフラックススラグ形成剤、ガス発生剤等としての衝撃性能に影響を与えることが一般的に知られてい添加される各種鉱物に加え、鉄粉や合金成分等の原料る。を配合・混合し、水ガラス等のバインダー(固着剤)を用塩基度が高いフラックスでは、低SiO2および低MnOのいて造粒し、400~600℃で焼成した後、整粒したもので組成を有し、SiおよびMnによる脱酸作用が有効に働くたある。主な用途としては、中~大電流域の溶接作業め、低酸素溶接金属を得ることができ、その溶接金属は性に優れており、中~厚板の多層や多電極の大入熱良好な衝撃値を有する3)。なお、塩基度が高いフラックスによる片側から1層で仕上げる片面溶接、大脚長の下は、ビード形状やビード外観が低いフラックスと比べて向すみ肉溶接等に用いられる。やや見劣りするものの、十分な溶接作業性を有する。③焼結フラックス製造工程は、ボンドフラックスとほぼ塩基度が低いフラックスにおいては、Al2O3,TiO2等の同じであり、焼成温度が700~1000℃と高温である点高融点酸化物を積極添加することが多く、例えば、すみが大きく異なる。高温で焼成するため、酸化される鉄肉溶接等で良好なビード形状を確保するのに適している。溶融フラックス(粒状)500μm焼結フラックス写真1各種フラックスの外観写真一例影響因子溶接作業性溶接金属の衝撃性能低優劣塩基度500μm高良優図3塩基度と溶接作業性および溶接金属の衝撃性能との関係塩基度※【CaO【+】CaF【+】2MgO【+】BaO【+】Na2+】O20.5【(×MnO【+】FeO)】K【+】O【SiO+】20.5【(×AlO2【+】3TiO【+】2ZrO)】2・・・(1)※IIWによる塩基度、【】内の値は、各成分のモル分率-2-
 | <
| <  |
|  > |
> |  >>
>>