>> P.17
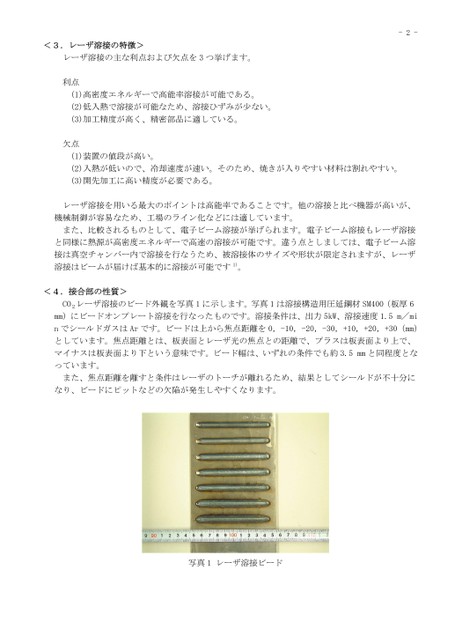
-2-(2)入熱が低いので、冷却速度が速い。そのため、焼きが入りやすい材料は割れやすい。(3)開先加工に高い精度が必要である。ーザ溶接を用いる最大のポイントは高能率であることです。他の溶接と比べ機器が高いが、レ機械制御が容易なため、工場のライン化などには適しています。また、比較されるものとして、電子ビーム溶接が挙げられます。電子ビーム溶接もレーザ溶接と同様に熱源が高密度エネルギーで高速の溶接が可能です。違う点としましては、電子ビーム溶接は真空チャンバー内で溶接を行なうため、被溶接体のサイズや形状が限定されますが、レーザ溶接はビームが届けば基本的に溶接が可能です1)。<4.接合部の性質>CO2レーザ溶接のビード外観を写真1に示します。写真1は溶接構造用圧延鋼材SM400(板厚6mm)にビードオンプレート溶接を行なったものです。溶接条件は、出力5kW、溶接速度1.5m/minでシールドガスはArです。ビードは上から焦点距離を0,-10,-20,-30,+10,+20,+30(mm)としています。焦点距離とは、板表面とレーザ光の焦点との距離で、プラスは板表面より上で、マイナスは板表面より下という意味です。ビード幅は、いずれの条件でも約3.5mmと同程度となっています。また、焦点距離を離すと条件はレーザのトーチが離れるため、結果としてシールドが不十分になり、ビードにピットなどの欠陥が発生しやすくなります。<3.レーザ溶接の特徴>レーザ溶接の主な利点および欠点を3つ挙げます。利点(1)高密度エネルギーで高能率溶接が可能である。(2)低入熱で溶接が可能なため、溶接ひずみが少ない。(3)加工精度が高く、精密部品に適している。(1)装置の値段が高い。点欠写真1レーザ溶接ビード
 | <
| <  |
|  > |
> |  >>
>>