>> P.18
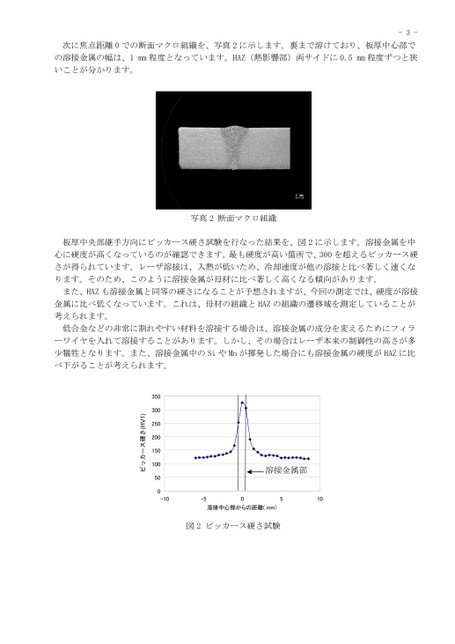
次に焦点距離0での断面マクロ組織を、写真2に示します。裏まで溶けており、板厚中心部での溶接金属の幅は、1mm程度となっています。HAZ(熱影響部)両サイドに0.5mm程度ずつと狭いことが分かります。-3-写真2断面マクロ組織厚中央部継手方向にビッカース硬さ試験を行なった結果を、図2に示します。溶接金属を中板心に硬度が高くなっているのが確認できます。最も硬度が高い箇所で、300を超えるビッカース硬さが得られています。レーザ溶接は、入熱が低いため、冷却速度が他の溶接と比べ著しく速くなります。そのため、このように溶接金属が母材に比べ著しく高くなる傾向があります。また、HAZも溶接金属と同等の硬さになることが予想されますが、今回の測定では、硬度が溶接金属に比べ低くなっています。これは、母材の組織とHAZの組織の遷移域を測定していることが考えられます。低合金などの非常に割れやすい材料を溶接する場合は、溶接金属の成分を変えるためにフィラーワイヤを入れて溶接することがあります。しかし、その場合はレーザ本来の制御性の高さが多少犠牲となります。また、溶接金属中のSiやMnが揮発した場合にも溶接金属の硬度がHAZに比べ下がることが考えられます。-10-50510溶接中心部からの距離(mm)図2ビッカース硬さ試験溶接金属部350300250200150100500ビッカース硬さ(HV)ビッカース硬さ(HV1)
 | <
| <  |
|  > |
> |  >>
>>