>> P.20
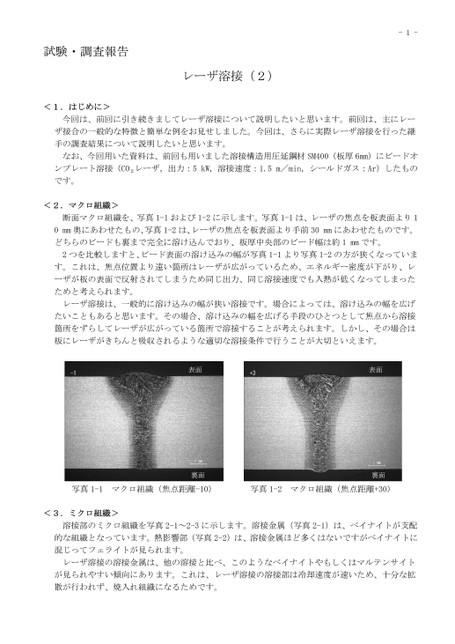
-1-1.はじめに>今回は、前回に引き続きましてレーザ溶接について説明したいと思います。前回は、主にレーザ接合の一般的な特徴と簡単な例をお見せしました。今回は、さらに実際レーザ溶接を行った継手の調査結果について説明したいと思います。なお、今回用いた資料は、前回も用いました溶接構造用圧延鋼材SM400(板厚6mm)にビードオンプレート溶接(CO2レーザ,出力:5kW,溶接速度:1.5m/min,シールドガス:Ar)したものです。2.マクロ組織>断面マクロ組織を、写真1-1および1-2に示します。写真1-1は、レーザの焦点を板表面より10mm奥にあわせたもの、写真1-2は、レーザの焦点を板表面より手前30mmにあわせたものです。どちらのビードも裏まで完全に溶け込んでおり、板厚中央部のビード幅は約1mmです。2つを比較しますと、ビード表面の溶け込みの幅が写真1-1より写真1-2の方が狭くなっています。これは、焦点位置より遠い箇所はレーザが広がっているため、エネルギー密度が下がり、レーザが板の表面で反射されてしまうため同じ出力、同じ溶接速度でも入熱が低くなってしまったためと考えられます。レーザ溶接は、一般的に溶け込みの幅が狭い溶接です。場合によっては、溶け込みの幅を広げたいこともあると思います。その場合、溶け込みの幅を広げる手段のひとつとして焦点から溶接箇所をずらしてレーザが広がっている箇所で溶接することが考えられます。しかし、その場合は板にレーザがきちんと吸収されるような適切な溶接条件で行うことが大切といえます。<<試験・調査報告レーザ溶接(2)表面表面写真1-1マクロ組織(焦点距離-10)写真1-2マクロ組織(焦点距離+30)裏面裏面<3.ミクロ組織>溶接部のミクロ組織を写真2-1~2-3に示します。溶接金属(写真2-1)は、ベイナイトが支配的な組織となっています。熱影響部(写真2-2)は、溶接金属ほど多くはないですがベイナイトに混じってフェライトが見られます。レーザ溶接の溶接金属は、他の溶接と比べ、このようなベイナイトやもしくはマルテンサイトが見られやすい傾向にあります。これは、レーザ溶接の溶接部は冷却速度が速いため、十分な拡散が行われず、焼入れ組織になるためです。
 | <
| <  |
|  > |
> |  >>
>>