>> P.178
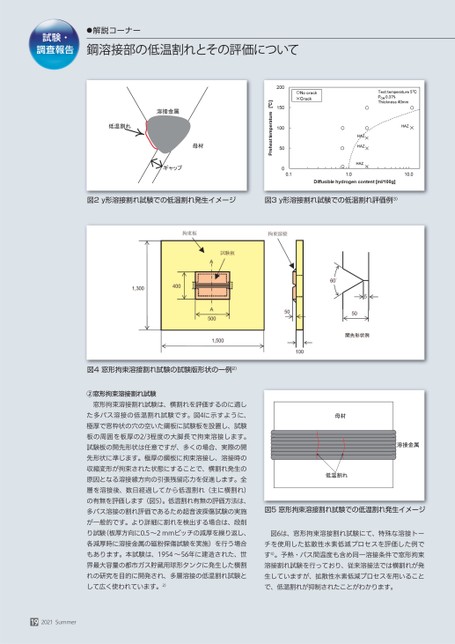
試験・調査報告●解説コーナー鋼溶接部の低温割れとその評価について図2y形溶接割れ試験での低温割れ発生イメージ図3y形溶接割れ試験での低温割れ評価例3)図4窓形拘束溶接割れ試験の試験版形状の一例2)②窓形拘束溶接割れ試験窓形拘束溶接割れ試験は、横割れを評価するのに適した多パス溶接の低温割れ試験です。図4に示すように、極厚で窓枠状の穴の空いた鋼板に試験板を設置し、試験板の周囲を板厚の2/3程度の大脚長で拘束溶接します。試験板の開先形状は任意ですが、多くの場合、実際の開先形状に準じます。極厚の鋼板に拘束溶接し、溶接時の収縮変形が拘束された状態にすることで、横割れ発生の原因となる溶接線方向の引張残留応力を促進します。全層を溶接後、数日経過してから低温割れ(主に横割れ)の有無を評価します(図5)。低温割れ有無の評価方法は、多パス溶接の割れ評価であるため超音波探傷試験の実施が一般的です。より詳細に割れを検出する場合は、段削り試験(板厚方向に0.5〜2mmピッチの減厚を繰り返し、各減厚時に溶接金属の磁粉探傷試験を実施)を行う場合もあります。本試験は、1954〜56年に建造された、世界最大容量の都市ガス貯蔵用球形タンクに発生した横割れの研究を目的に開発され、多層溶接の低温割れ試験として広く使われています。2)192021Summer図5窓形拘束溶接割れ試験での低温割れ発生イメージ図6は、窓形拘束溶接割れ試験にて、特殊な溶接トーチを使用した拡散性水素低減プロセスを評価した例です4)。予熱・パス間温度も含め同一溶接条件で窓形拘束溶接割れ試験を行っており、従来溶接法では横割れが発生していますが、拡散性水素低減プロセスを用いることで、低温割れが抑制されたことがわかります。
 | <
| <  |
|  > |
> |  >>
>>