>> P.1
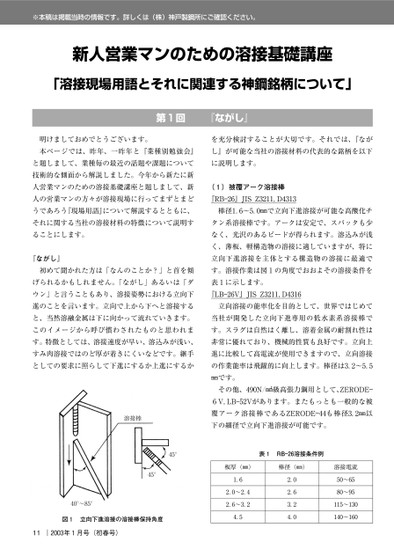
※本稿は掲載当時の情報です。詳しくは(株)神戸製鋼所にご確認ください。新人営業マンのための溶接基礎講座「溶接現場用語とそれに関連する神鋼銘柄について」第回『ながし』明けましておめでとうございます。本ページでは、昨年、一昨年と『業種別勉強会』と題しまして、業種毎の最近の話題や課題について技術的な側面から解説しました。今年から新たに新人営業マンのための溶接基礎講座と題しまして、新人の営業マンの方々が溶接現場に行ってまずとまどうであろう『現場用語』について解説するとともに、それに関する当社の溶接材料の特徴について説明することにします。『ながし』初めて聞かれた方は「なんのことか?」と首を傾げられるかもしれません。「ながし」あるいは「ダウン」と言うこともあり、溶接姿勢における立向下進のことを言います。立向で上から下へと溶接すると、当然溶融金属は下に向かって流れていきます。このイメージから呼び慣わされたものと思われます。特徴としては、溶接速度が早い、溶込みが浅い、すみ肉溶接ではのど厚が着きにくいなどです。継手としての要求に照らして下進にするか上進にするか溶接棒45°40°〜85°図立向下進溶接の溶接棒保持角度11|年月号(初春号)を充分検討することが大切です。それでは、『ながし』が可能な当社の溶接材料の代表的な銘柄を以下に説明します。()被覆アーク溶接棒『RB―』JISZ,D棒径.〜.!で立向下進溶接が可能な高酸化チタン系溶接棒です。アークは安定で、スパッタも少なく、光沢のあるビードが得られます。溶込みが浅く、薄板、軽構造物の溶接に適していますが、特に立向下進溶接を主体とする構造物の溶接に最適です。溶接作業は図の角度でおおよその溶接条件を表に示します。『LB―V』JISZ,D立向溶接の能率化を目的として、世界ではじめて当社が開発した立向下進専用の低水素系溶接棒です。スラグは自然はく離し、溶着金属の耐割れ性は非常に優れており、機械的性質も良好です。立向上進に比較して高電流が使用できますので、立向溶接の作業能率は飛躍的に向上します。棒径は.〜.!です。その他、N/"級高張力鋼用として、ZERODE―V,LB―Vがあります。またもっとも一般的な被覆アーク溶接棒であるZERODE―も棒径.!以下の細径で立向下進溶接が可能です。45°表RB―溶接条件例板厚(!)棒径(!)..〜..〜......溶接電流〜〜〜〜
 |
|  > |
> |  >>
>>