>> P.2
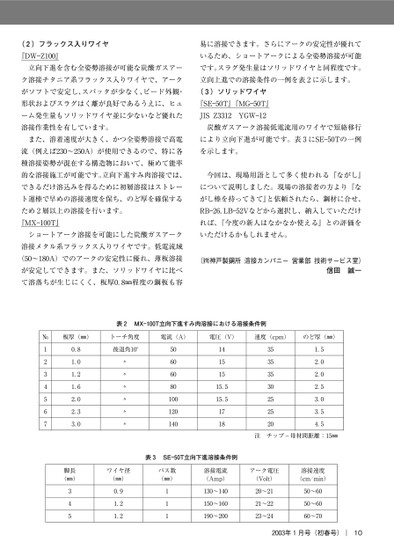
()フラックス入りワイヤ『DW―Z』立向下進を含む全姿勢溶接が可能な炭酸ガスアーク溶接チタニア系フラックス入りワイヤで、アークがソフトで安定し、スパッタが少なく、ビード外観・形状およびスラグはく離が良好であるうえに、ヒューム発生量もソリッドワイヤ並に少ないなど優れた溶接作業性を有しています。また、溶着速度が大きく、かつ全姿勢溶接で高電流(例えば〜A)が使用できるので、特に各種溶接姿勢が混在する構造物において、極めて能率的な溶接施工が可能です。立向下進すみ肉溶接では、できるだけ溶込みを得るために初層溶接はストレート運棒で早めの溶接速度を保ち、のど厚を確保するため層以上の溶接を行います。『MX―T』ショートアーク溶接を可能にした炭酸ガスアーク溶接メタル系フラックス入りワイヤです。低電流域(〜A)でのアークの安定性に優れ、薄板溶接が安定してできます。また、ソリッドワイヤに比べて溶落ちが生じにくく、板厚.!程度の鋼板も容易に溶接できます。さらにアークの安定性が優れているため、ショートアークによる全姿勢溶接が可能です。スラグ発生量はソリッドワイヤと同程度です。立向上進での溶接条件の一例を表に示します。()ソリッドワイヤ『SE―T』『MG―T』JISZYGW―炭酸ガスアーク溶接低電流用のワイヤで短絡移行により立向下進が可能です。表にSE―Tの一例を示します。今回は、現場用語として多く使われる『ながし』について説明しました。現場の溶接者の方より『ながし棒を持ってきて』と依頼されたら、鋼材に合せ、RB―,LB―Vなどから選択し、納入していただければ、『今度の新人はなかなか使える』との評価をいただけるかもしれません。(!神戸製鋼所溶接カンパニー営業部技術サービス室)信田誠一注チップ-母材間距離:!表MX―T立向下進すみ肉溶接における溶接条件例板厚(!)トーチ角度電流(A)電圧(V)速度(cpm)のど厚(!).........後退角°〃〃〃〃〃〃......."表SE―T立向下進溶接条件例溶接電流(Amp)アーク電圧(Volt)溶接速度(cm/min)〜〜〜〜〜〜〜〜〜年月号(初春号)|10パス数(!)ワイヤ径(!)...脚長(!)
 | <
| <  |
|  > |
> |  >>
>>