>> P.7
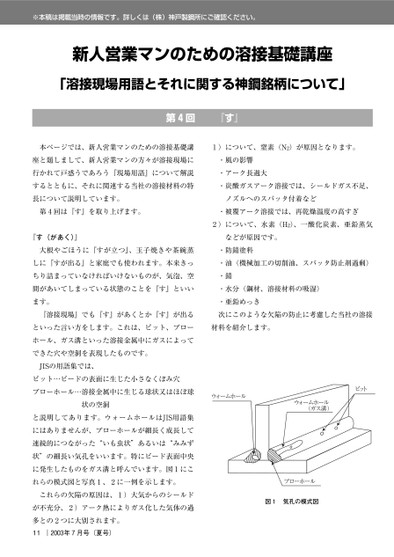
※本稿は掲載当時の情報です。詳しくは(株)神戸製鋼所にご確認ください。新人営業マンのための溶接基礎講座「溶接現場用語とそれに関する神鋼銘柄について」第回『す』本ページでは、新人営業マンのための溶接基礎講座と題しまして、新人営業マンの方々が溶接現場に行かれて戸惑うであろう『現場用語』について解説するとともに、それに関連する当社の溶接材料の特長について説明しています。第回は『す』を取り上げます。『す(があく)』大根やごほうに『すが立つ』、玉子焼きや茶碗蒸しに『すが出る』と家庭でも使われます。本来きっちり詰まっていなければいけないものが、気泡、空間があいてしまっている状態のことを『す』といいます。『溶接現場』でも『す』があくとか『す』が出るといった言い方をします。これは、ピット、ブローホール、ガス溝といった溶接金属中にガスによってできた穴や空洞を表現したものです。JISの用語集では、ピット…ビードの表面に生じた小さなくぼみ穴ブローホール…溶接金属中に生じる球状又はほぼ球状の空洞と説明してあります。ウォームホールはJIS用語集にはありませんが、ブローホールが細長く成長して連続的につながった“いも虫状”あるいは“みみず状”の細長い気孔をいいます。特にビード表面中央に発生したものをガス溝と呼んでいます。図にこれらの模式図と写真、に一例を示します。これらの欠陥の原因は、)大気からのシールドが不充分、)アーク熱によりガス化した気体の過多とのつに大別されます。11|年月号(夏号))について、窒素(N)が原因となります。・風の影響・アーク長過大・炭酸ガスアーク溶接では、シールドガス不足、ノズルへのスパッタ付着など・被覆アーク溶接では、再乾燥温度の高すぎ)について、水素(H)、一酸化炭素、亜鉛蒸気などが原因です。・防錆塗料・油(機械加工の切削油、スパッタ防止剤過剰)・錆・水分(鋼材、溶接材料の吸湿)・亜鉛めっき次にこのような欠陥の防止に考慮した当社の溶接材料を紹介します。ウォームホールピットウォームホール(ガス溝)ブローホール図気孔の模式図
 | <
| <  |
|  > |
> |  >>
>>