>> P.6
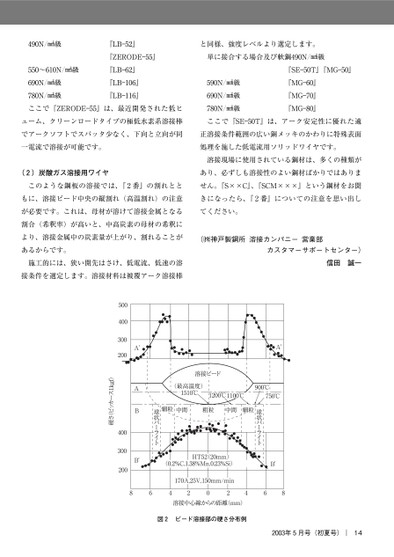
N/!級『LB―』『ZERODE―』『LB―』『LB―』『LB―』〜N/!級N/!級N/!級ここで『ZERODE―』は、最近開発された低ヒューム、クリーンロードタイプの極低水素系溶接棒でアークソフトでスパッタ少なく、下向と立向が同一電流で溶接が可能です。と同様、強度レベルより選定します。単に接合する場合及び軟鋼N/!級N/!級N/!級N/!級『SE―T』『MG―』『MG―』『MG―』『MG―』ここで『SE―T』は、アーク安定性に優れた適正溶接条件範囲の広い銅メッキのかわりに特殊表面処理を施した低電流用ソリッドワイヤです。()炭酸ガス溶接用ワイヤこのような鋼板の溶接では、『番』の割れとともに、溶接ビード中央の縦割れ(高温割れ)の注意が必要です。これは、母材が溶けて溶接金属となる割合(希釈率)が高いと、中高炭素の母材の希釈により、溶接金属中の炭素量が上がり、割れることがあるからです。施工的には、狭い開先はさけ、低電流、低速の溶接条件を選定します。溶接材料は被覆アーク溶接棒溶接現場に使用されている鋼材は、多くの種類があり、必ずしも溶接性のよい鋼材ばかりではありません。『S××C』、『SCM×××』という鋼材をお聞きになったら、『番』についての注意を思い出してください。(!神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター)信田誠一86424溶接中心線からの距離(mm)20図ビード溶接部の硬さ分布例年月号(初夏号)|14500400300200400300200A'ABB'硬さ(ビッカース1kgf)A'溶接ビード(最高温度)1510℃1200℃1100℃900℃750℃B'68球状パーライト細粒中間粗粒中間細粒球状パーライトHT5220mm)(0.2%C,1.38%Mn,0.23%Si)170A,25V,150mm/min
 | <
| <  |
|  > |
> |  >>
>>