>> P.20
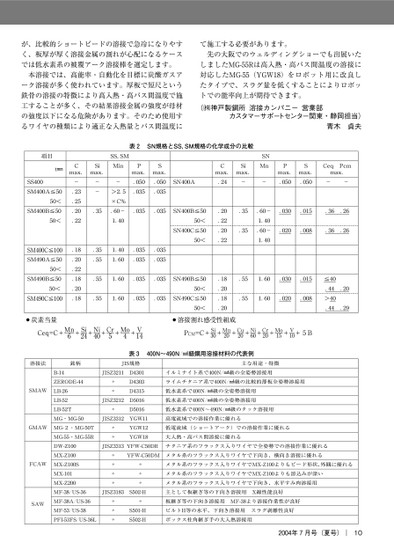
が、比較的ショートビードの溶接で急冷になりやすく、板厚が厚く溶接金属の割れが心配になるケースでは低水素系の被覆アーク溶接棒を選定します。本溶接では、高能率・自動化を目標に炭酸ガスアーク溶接が多く使われています。厚板で短尺という鉄骨の溶接の特徴により高入熱・高パス間温度で施工することが多く、その結果溶接金属の強度が母材の強度以下になる危険があります。そのため使用するワイヤの種類により適正な入熱量とパス間温度にて施工する必要があります。先の大阪でのウェルディングショーでも出展いたしましたMG-Rは高入熱・高パス間温度の溶接に対応したMG-(YGW)をロボット用に改良したタイプで、スラグ量を低くすることによりロボットでの能率向上が期待できます。(!神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター関東・静岡担当)青木貞夫表SN規格とSS,SM規格の化学成分の比較SNMnCmax.Simax.SNA.--SNB≦<SNC≦<SNB≦<SNC≦<...-..-.............#溶接割れ感受性組成Pmax..Smax..CeqPcmmax.--............≦.>...SS,SMMin->.×C%.-.Pmax...Smax.....--.................項目t!Cmax.Simax.-..........SSSMA≦<SMB≦<SMC≦SMA≦<SMB≦<SMC≦#炭素当量Ceq=C+Mn+Si+Ni+Cr+Mo+V溶接法銘柄表JIS規格SMAWB-ZERODE-LB-LB-LB-TJISZD〃〃DDJISZD〃DMG・MG-JISZYGWGMAWMG-・MG-TMG-・MG-R〃〃YGWYGWPCM=C+Si+Mn+Cu+Ni+Cr+Mo+V+BN〜N/!級鋼用溶接材料の代表例主な用途・特徴イルミナイト系でN/"級の全姿勢溶接用ライムチタニア系でN/"級の比較的薄板全姿勢溶接用低水素系でN/"級の全姿勢溶接用低水素系でN/"級の全姿勢溶接用低水素系でN〜N/"級のタック溶接用高電流域での溶接作業に優れる低電流域(ショートアーク)での溶接作業に優れる大入熱・高パス間溶接に優れるDW-ZMX-ZFCAWMX-ZSMX-MX-ZJISZYFW-CDRチタニア系のフラックス入りワイヤで全姿勢での溶接作業に優れる〃〃〃〃YFW-CDMメタル系のフラックス入りワイヤで下向き、横向き溶接に優れる〃〃〃メタル系のフラックス入りワイヤでMX-Zよりもビード形状、外観に優れるメタル系のフラックス入りワイヤでMX-Zよりも溶込みが深いメタル系のフラックス入りワイヤで下向き、水平すみ肉溶接用MF-/US-JISZS-H主として板継ぎ等の下向き溶接用X線性能良好SAWMF-A/US-MF-/US-PFI-FS/US-L〃〃〃〃S-HS-H板継ぎ等の下向き溶接用MF-より溶接作業性が良好ビルトH等の水平、下向き溶接用スラグ剥離性良好ボックス柱角継ぎ手の大入熱溶接用年月号(夏号)|10
 | <
| <  |
|  > |
> |  >>
>>