>> P.44
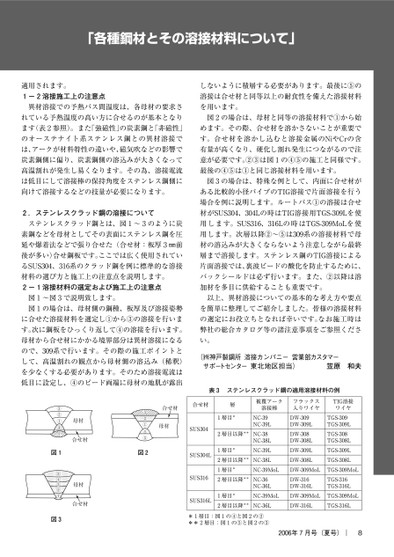
「各種鋼材とその溶接材料について」しないように積層する必要があります。最後に⑤の溶接は合せ材と同等以上の耐食性を備えた溶接材料を用います。図の場合は、母材と同等の溶接材料で①から始めます。その際、合せ材を溶かさないことが重要です。合せ材を溶かし込むと溶接金属のNiやCrの含有量が高くなり、硬化し割れ発生につながるので注意が必要です。②③は図の④⑤の施工と同様です。最後の④⑤は①と同じ溶接材料を用います。図の場合は、特殊な例として、内面に合せ材がある比較的小径パイプのTIG溶接で片面溶接を行う場合を例に説明します。ルートパス①の溶接は合せ材がSUS、Lの時はTIG溶接用TGS-Lを使用します。SUS、Lの時はTGS-MoLを使用します。次層以降②〜⑤は系の溶接材料で母材の溶込みが大きくならないよう注意しながら最終層まで溶接します。ステンレス鋼のTIG溶接による片面溶接では、裏波ビードの酸化を防止するために、バックシールドは必ず行います。また、②以降は溶加材を多目に供給することも重要です。以上、異材溶接についての基本的な考え方や要点を簡単に整理してご紹介しました。皆様の溶接材料の選定にお役立ちとなれば幸いです。なお施工時は弊社の総合カタログ等の諸注意事項をご参照ください。(!神戸製鋼所溶接カンパニーサポートセンター東北地区担当)営業部カスタマー笠原和夫表ステンレスクラッド鋼の適用溶接材料の例合せ材層被覆アーク溶接棒SUS304SUS304LSUS316SUS316L層目*層目以降**層目*層目以降**層目*層目以降**層目*層目以降**NC-39NC-39LNC-38NC-38LNC-39LNC-38LNC-39MoLNC-36NC-36LNC-39MoLNC-36L*層目:図の④と図の②**層目:図の⑤と図の③フラックス入りワイヤDW-309DW-309LDW-308DW-308LDW-309LDW-308LDW-309MoLDW-316DW-316LDW-309MoLDW-316LTIG溶接ワイヤTGS-309TGS-309LTGS-308TGS-308LTGS-309LTGS-308LTGS-309MoLTGS-316TGS-316LTGS-309MoLTGS-316L年月号(夏号)|8適用されます。-溶接施工上の注意点異材溶接での予熱パス間温度は、各母材の要求されている予熱温度の高い方に合せるのが基本となります(表参照)。また「強磁性」の炭素鋼と「非磁性」のオーステナイト系ステンレス鋼との異材溶接では、アークが材料特性の違いや、磁気吹などの影響で炭素鋼側に偏り、炭素鋼側の溶込みが大きくなって高温割れが発生し易くなります。その為、溶接電流は低目にして溶接棒の保持角度をステンレス鋼側に向けて溶接するなどの技量が必要になります。.ステンレスクラッド鋼の溶接についてステンレスクラッド鋼とは、図〜のように炭素鋼などを母材としてその表面にステンレス鋼を圧延や爆着法などで張り合せた(合せ材:板厚!前後が多い)合せ鋼板です。ここでは広く使用されているSUS、系のクラッド鋼を例に標準的な溶接材料の選び方と施工上の注意点を説明します。-溶接材料の選定および施工上の注意点図〜図で説明致します。図の場合は、母材側の鋼種、板厚及び溶接姿勢に合せた溶接材料を選定し①から③の溶接を行います。次に鋼板をひっくり返して④の溶接を行います。母材から合せ材にかかる境界部分は異材溶接になるので、系で行います。その際の施工ポイントとして、高温割れの観点から母材側の溶込み(稀釈)を少なくする必要があります。そのため溶接電流は低目に設定し、④のビード両端に母材の地肌が露出合せ材母材③②①④⑤図母材合せ材母材合せ材①②③⑤④図③④⑤②①図
 | <
| <  |
|  > |
> |  >>
>>