>> P.21
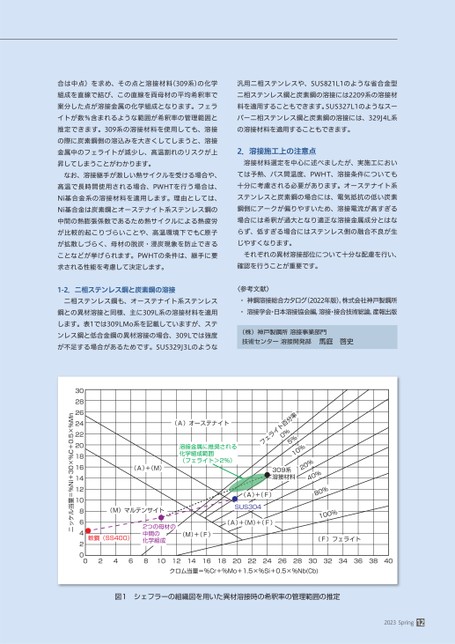
合は中点)を求め、その点と溶接材料(309系)の化学組成を直線で結び、この直線を両母材の平均希釈率で案分した点が溶接金属の化学組成となります。フェライトが数%含まれるような範囲が希釈率の管理範囲と推定できます。309系の溶接材料を使用しても、溶接の際に炭素鋼側の溶込みを大きくしてしまうと、溶接金属中のフェライトが減少し、高温割れのリスクが上昇してしまうことがわかります。なお、溶接継手が激しい熱サイクルを受ける場合や、高温で長時間使用される場合、PWHTを行う場合は、Ni基合金系の溶接材料を適用します。理由としては、Ni基合金は炭素鋼とオーステナイト系ステンレス鋼の中間の熱膨張係数であるため熱サイクルによる熱疲労が比較的起こりづらいことや、高温環境下でもC原子が拡散しづらく、母材の脱炭・浸炭現象を防止できることなどが挙げられます。PWHTの条件は、継手に要求される性能を考慮して決定します。1-2.二相ステンレス鋼と炭素鋼の溶接二相ステンレス鋼も、オーステナイト系ステンレス鋼との異材溶接と同様、主に309L系の溶接材料を適用します。表1では309LMo系を記載していますが、ステンレス鋼と低合金鋼の異材溶接の場合、309Lでは強度が不足する場合があるためです。SUS329J3Lのような汎用二相ステンレスや、SUS821L1のような省合金型二相ステンレス鋼と炭素鋼の溶接には2209系の溶接材料を適用することもできます。SUS327L1のようなスーパー二相ステンレス鋼と炭素鋼の溶接には、329J4L系の溶接材料を適用することもできます。2.溶接施工上の注意点溶接材料選定を中心に述べましたが、実施工においては予熱、パス間温度、PWHT、溶接条件についても十分に考慮される必要があります。オーステナイト系ステンレスと炭素鋼の場合には、電気抵抗の低い炭素鋼側にアークが偏りやすいため、溶接電流が高すぎる場合には希釈が過大となり適正な溶接金属成分とはならず、低すぎる場合にはステンレス側の融合不良が生じやすくなります。それぞれの異材溶接部位について十分な配慮を行い、確認を行うことが重要です。〈参考文献〉・神鋼溶接総合カタログ(2022年版),株式会社神戸製鋼所・溶接学会・日本溶接協会編,溶接・接合技術総論,産報出版(株)神戸製鋼所溶接事業部門技術センター溶接開発部馬庭啓史(A)オーステナイト溶接金属に推奨される化学組成範囲(フェライト>2%)(A)+(M)百%ト0イラェフ分5率%1309系溶接材料0%2(M)マルテンサイト軟鋼(SS400)2つの母材の中間の化学組成(M)+(F)(A)+(F)SUS304(A)+(M)+(F)0%4%0%08%001(F)フェライト24681014161230クロム当量=%Cr+%Mo+1.5×%Si+0.5×%Nb(Cb)1826202224283234363840図1シェフラーの組織図を用いた異材溶接時の希釈率の管理範囲の推定2023Spring123028262422201816141210864200ニッケル当量=%Ni+30×%C+0.5×%Mn
 | <
| <  |
|  > |
> |  >>
>>