>> P.20
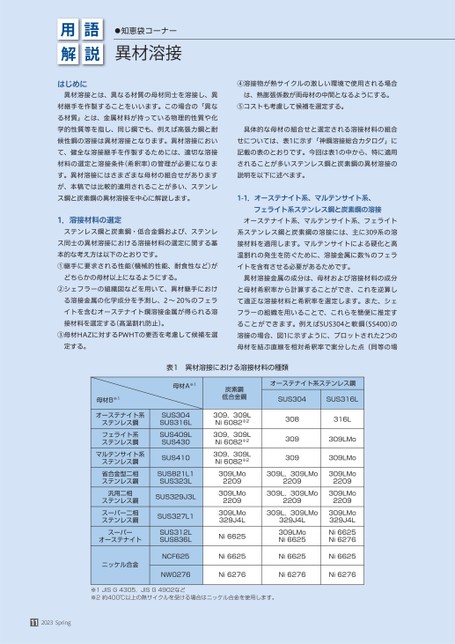
用解語説●知恵袋コーナー異材溶接はじめに異材溶接とは、異なる材質の母材同士を溶接し、異材継手を作製することをいいます。この場合の「異なる材質」とは、金属材料が持っている物理的性質や化学的性質等を指し、同じ鋼でも、例えば高張力鋼と耐候性鋼の溶接は異材溶接となります。異材溶接において、健全な溶接継手を作製するためには、適切な溶接材料の選定と溶接条件(希釈率)の管理が必要になります。異材溶接にはさまざまな母材の組合せがありますが、本稿では比較的適用されることが多い、ステンレス鋼と炭素鋼の異材溶接を中心に解説します。1.溶接材料の選定ステンレス鋼と炭素鋼・低合金鋼および、ステンレス同士の異材溶接における溶接材料の選定に関する基本的な考え方は以下のとおりです。①継手に要求される性能(機械的性能、耐食性など)がどちらかの母材以上になるようにする。②シェフラーの組織図などを用いて、異材継手における溶接金属の化学成分を予測し、2〜20%のフェライトを含むオーステナイト鋼溶接金属が得られる溶接材料を選定する(高温割れ防止)。③母材HAZに対するPWHTの要否を考慮して候補を選定する。④溶接物が熱サイクルの激しい環境で使用される場合は、熱膨張係数が両母材の中間となるようにする。⑤コストも考慮して候補を選定する。具体的な母材の組合せと選定される溶接材料の組合せについては、表1に示す「神鋼溶接総合カタログ」に記載の表のとおりです。今回は表1の中から、特に適用されることが多いステンレス鋼と炭素鋼の異材溶接の説明を以下に述べます。1-1.オーステナイト系、マルテンサイト系、フェライト系ステンレス鋼と炭素鋼の溶接オーステナイト系、マルテンサイト系、フェライト系ステンレス鋼と炭素鋼の溶接には、主に309系の溶接材料を適用します。マルテンサイトによる硬化と高温割れの発生を防ぐために、溶接金属に数%のフェライトを含有させる必要があるためです。異材溶接金属の成分は、母材および溶接材料の成分と母材希釈率から計算することができ、これを逆算して適正な溶接材料と希釈率を選定します。また、シェフラーの組織を用いることで、これらを簡便に推定することができます。例えばSUS304と軟鋼(SS400)の溶接の場合、図1に示すように、プロットされた2つの母材を結ぶ直線を相対希釈率で案分した点(同等の場表1異材溶接における溶接材料の種類母材B※1オーステナイト系ステンレス鋼フェライト系ステンレス鋼マルテンサイト系ステンレス鋼省合金型二相ステンレス鋼汎用二相ステンレス鋼スーパー二相ステンレス鋼母材A※1SUS304SUS316LSUS409LSUS430SUS410SUS821L1SUS323LSUS329J3LSUS327L1スーパーオーステナイトSUS312LSUS836L炭素鋼低合金鋼309,309LNi6082※2309,309LNi6082※2309,309LNi6082※2309LMo2209309LMo2209309LMo329J4LNi6625オーステナイト系ステンレス鋼SUS304SUS316L308309309309L,309LMo2209309L,309LMo2209309L,309LMo329J4L309LMoNi6625316L309LMo309LMo309LMo2209309LMo2209309LMo329J4LNi6625Ni6276ニッケル合金NCF625Ni6625Ni6625Ni6625NW0276Ni6276Ni6276Ni6276※1JISG4305,JISG4902など※2約400℃以上の熱サイクルを受ける場合はニッケル合金を使用します。112023Spring
 | <
| <  |
|  > |
> |  >>
>>