>> P.39
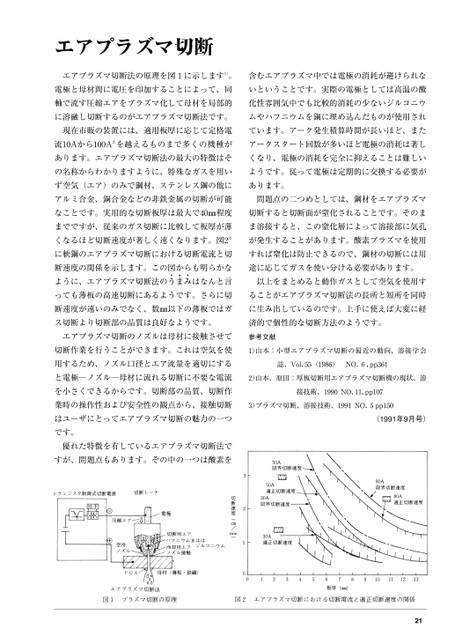
エアプラズマ切断エアプラズマ切断法の原理を図1に示します1)。含むエアプラズマ中では電極の消耗が避けられな電極と母材間に電圧を印加することによって、同いということです。実際の電極としては高温の酸軸で流す圧縮エアをプラズマ化して母材を局部的化性雰囲気中でも比較的消耗の少ないジルコニウに溶融し切断するのがエアプラズマ切断法です。ムやハフニウムを銅に埋め込んだものが使用され現在市販の装置には、適用板厚に応じて定格電ています。アーク発生積算時間が長いほど、また流10Aから100A2)を越えるものまで多くの機種がアークスタート回数が多いほど電極の消耗は著しあります。エアプラズマ切断法の最大の特徴はそくなり、電極の消耗を完全に抑えることは難しいの名称からわかりますように、特殊なガスを用いようです。従って電極は定期的に交換する必要がず空気(エア)のみで鋼材、ステンレス鋼の他にあります。アルミ合金、銅合金などの非鉄金属の切断が可能問題点の二つめとしては、鋼材をエアプラズマなことです。実用的な切断板厚は最大で40㎜程度切断すると切断面が窒化されることです。そのままでですが、従来のガス切断に比較して板厚が薄ま溶接すると、この窒化層によって溶接部に気孔くなるほど切断速度が著しく速くなります。図23)が発生することがあります。酸素プラズマを使用に軟鋼のエアプラズマ切断における切断電流と切すれば窒化は防止できるので、鋼材の切断には用ように、エアプラズマ切断法のうはなんと言以上をまとめると動作ガスとして空気を使用すみま断速度の関係を示します。この図からも明らかな途に応じてガスを使い分ける必要があります。っても薄板の高速切断にあるようです。さらに切ることがエアプラズマ切断法の長所と短所を同時断速度が速いのみでなく、数㎜以下の薄板ではガに生み出しているのです。上手に使えば大変に経ス切断より切断部の品質は良好なようです。済的で個性的な切断方法のようです。エアプラズマ切断のノズルは母材に接触させて参考文献切断作業を行うことができます。これは空気を使1)山本:小型エアプラズマ切断の最近の動向、溶接学会用するため、ノズル口径とエア流量を適切にする誌、Vol.55(1986)NO.6,pp361と電極―ノズル―母材に流れる切断に不要な電流2)山本、原田:厚板切断用エアプラズマ切断機の現状、溶を小さくできるからです。切断部の品質、切断作接技術、1990NO.11,pp107業時の操作性および安全性の観点から、接触切断3)プラズマ切断、溶接技術、1991NO.5pp150はユーザにとってエアプラズマ切断の魅力の一つ(1991年9月号)です。優れた特徴を有しているエアプラズマ切断法ですが、問題点もあります。その中の一つは酸素を21
 | <
| <  |
|  > |
> |  >>
>>