>> P.73
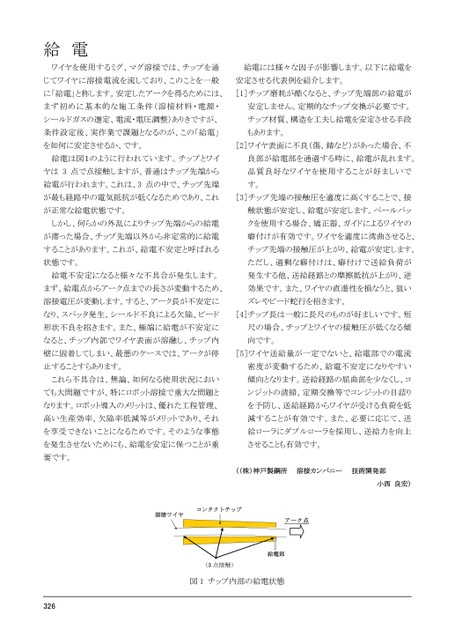
給電ワイヤを使用するミグ、マグ溶接では、チップを通給電には様々な因子が影響します。以下に給電をじてワイヤに溶接電流を流しており、このことを一般安定させる代表例を紹介します。に「給電」と称します。安定したアークを得るためには、[1]チップ磨耗が酷くなると、チップ先端部の給電がまず初めに基本的な施工条件(溶接材料・電源・安定しません。定期的なチップ交換が必要です。シールドガスの選定、電流・電圧調整)ありきですが、チップ材質、構造を工夫し給電を安定させる手段条件設定後、実作業で課題となるのが、この「給電」もあります。を如何に安定させるか、です。[2]ワイヤ表面に不良(傷、錆など)があった場合、不給電は図1のように行われています。チップとワイ良部が給電部を通過する時に、給電が乱れます。ヤは3点で点接触しますが、普通はチップ先端から品質良好なワイヤを使用することが好ましいで給電が行われます。これは、3点の中で、チップ先端す。が最も経路中の電気抵抗が低くなるためであり、これ[3]チップ先端の接触圧を適度に高くすることで、接が正常な給電状態です。触状態が安定し、給電が安定します。ペールパッしかし、何らかの外乱によりチップ先端からの給電クを使用する場合、矯正器、ガイドによるワイヤのが滞った場合、チップ先端以外から非定常的に給電癖付けが有効です。ワイヤを適度に湾曲させると、することがあります。これが、給電不安定と呼ばれるチップ先端の接触圧が上がり、給電が安定します。状態です。ただし、過剰な癖付けは、癖付けで送給負荷が給電不安定になると様々な不具合が発生します。発生する他、送給経路との摩擦抵抗が上がり、逆まず、給電点からアーク点までの長さが変動するため、効果です。また、ワイヤの直進性を損なうと、狙い溶接電圧が変動します。すると、アーク長が不安定にズレやビード蛇行を招きます。なり、スパッタ発生、シールド不良による欠陥、ビード[4]チップ長は一般に長尺のものが好ましいです。短形状不良を招きます。また、極端に給電が不安定に尺の場合、チップとワイヤの接触圧が低くなる傾なると、チップ内部でワイヤ表面が溶融し、チップ内向です。壁に固着してしまい、最悪のケースでは、アークが停[5]ワイヤ送給量が一定でないと、給電部での電流止することすらあります。密度が変動するため、給電不安定になりやすいこれら不具合は、無論、如何なる使用状況におい傾向となります。送給経路の屈曲部を少なくし、コても大問題ですが、特にロボット溶接で重大な問題とンジットの清掃、定期交換等でコンジットの目詰りなります。ロボット導入のメリットは、優れた工程管理、を予防し、送給経路からワイヤが受ける負荷を低高い生産効率、欠陥率低減等がメリットであり、それ減することが有効です。また、必要に応じて、送を享受できないことになるためです。そのような事態給ローラにダブルローラを採用し、送給力を向上を発生させないためにも、給電を安定に保つことが重させることも有効です。要です。((株)神戸製鋼所溶接カンパニー技術開発部小西良宏)溶接ワイヤコンタクトチップアーク点給電部(3点接触)図1チップ内部の給電状態263
 | <
| <  |
|  > |
> |  >>
>>