>> P.75
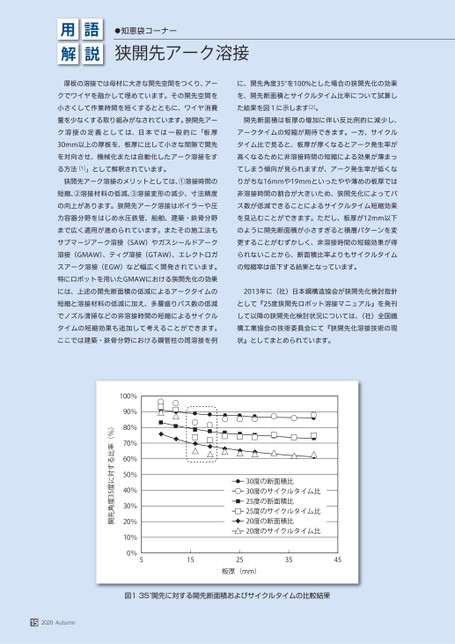
用解語説●知恵袋コーナー狭開先アーク溶接厚板の溶接では母材に大きな開先空間をつくり、アーに、開先角度35を100%とした場合の狭開先化の効果クでワイヤを融かして埋めています。その開先空間をを、開先断面積とサイクルタイム比率について試算し小さくして作業時間を短くするとともに、ワイヤ消費た結果を図1に示します[2]。量を少なくする取り組みがなされています。狭開先アー開先断面積は板厚の増加に伴い反比例的に減少し、ク溶接の定義としては、日本では一般的に「板厚アークタイムの短縮が期待できます。一方、サイクル30mm以上の厚板を、板厚に比して小さな間隙で開先タイム比で見ると、板厚が厚くなるとアーク発生率がを対向させ、機械化または自動化したアーク溶接をす高くなるために非溶接時間の短縮による効果が薄まっる方法[1]」として解釈されています。てしまう傾向が見られますが、アーク発生率が低くな狭開先アーク溶接のメリットとしては、①溶接時間のりがちな16mmや19mmといったやや薄めの板厚では短縮、②溶接材料の低減、③溶接変形の減少、寸法精度非溶接時間の割合が大きいため、狭開先化によってパの向上があります。狭開先アーク溶接はボイラーや圧ス数が低減できることによるサイクルタイム短縮効果力容器分野をはじめ水圧鉄管、船舶、建築・鉄骨分野を見込むことができます。ただし、板厚が12mm以下まで広く適用が進められています。またその施工法ものように開先断面積が小さすぎると積層パターンを変サブマージアーク溶接(SAW)やガスシールドアーク更することがむずかしく、非溶接時間の短縮効果が得溶接(GMAW)、ティグ溶接(GTAW)、エレクトロガられないことから、断面積比率よりもサイクルタイムスアーク溶接(EGW)など幅広く開発されています。の短縮率は低下する結果となっています。特にロボットを用いたGMAWにおける狭開先化の効果には、上述の開先断面積の低減によるアークタイムの2013年に(社)日本鋼構造協会が狭開先化検討指針短縮と溶接材料の低減に加え、多層盛りパス数の低減として『25度狭開先ロボット溶接マニュアル』を発刊でノズル清掃などの非溶接時間の短縮によるサイクルして以降の狭開先化検討状況については、(社)全国鐵タイムの短縮効果も追加して考えることができます。構工業協会の技術委員会にて『狭開先化溶接技術の現ここでは建築・鉄骨分野における鋼管柱の周溶接を例状』としてまとめられています。30度の断面積比30度のサイクルタイム比25度の断面積比25度のサイクルタイム比20度の断面積比20度のサイクルタイム比515253545板厚(mm)100%90%80%70%60%50%40%30%20%10%0%開先角度35度に対する比率(%)図135開先に対する開先断面積およびサイクルタイムの比較結果152020Autumn
 | <
| <  |
|  > |
> |  >>
>>