>> P.165
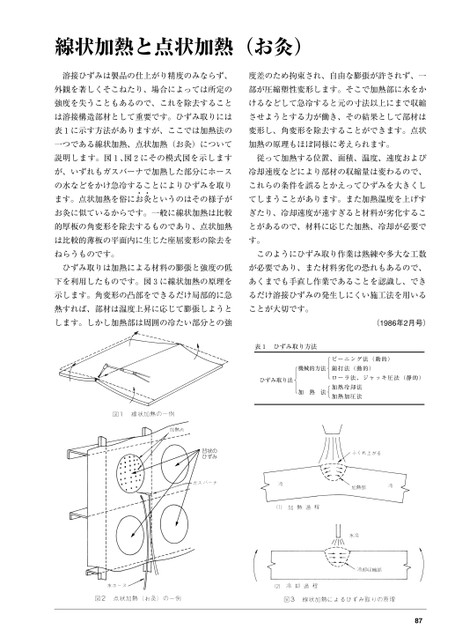
線状加熱と点状加熱(お灸)溶接ひずみは製品の仕上がり精度のみならず、度差のため拘束され、自由な膨張が許されず、一外観を著しくそこねたり、場合によっては所定の部が圧縮塑性変形します。そこで加熱部に水をか強度を失うこともあるので、これを除去することけるなどして急冷すると元の寸法以上にまで収縮は溶接構造部材として重要です。ひずみ取りにはさせようとする力が働き、その結果として部材は表1に示す方法がありますが、ここでは加熱法の変形し、角変形を除去することができます。点状一つである線状加熱、点状加熱(お灸)について加熱の原理もほぼ同様に考えられます。説明します。図1、図2にその模式図を示します従って加熱する位置、面積、温度、速度およびが、いずれもガスバーナで加熱した部分にホース冷却速度などにより部材の収縮量は変わるので、の水などをかけ急冷することによりひずみを取りこれらの条件を誤るとかえってひずみを大きくします。点状加熱を俗におというのはその様子がてしまうことがあります。また加熱温度を上げす灸お灸に似ているからです。一般に線状加熱は比較ぎたり、冷却速度が速すぎると材料が劣化するこ的厚板の角変形を除去するものであり、点状加熱とがあるので、材料に応じた加熱、冷却が必要では比較的薄板の平面内に生じた座屈変形の除去をす。ねらうものです。このようにひずみ取り作業は熟練や多大な工数ひずみ取りは加熱による材料の膨張と強度の低が必要であり、また材料劣化の恐れもあるので、下を利用したものです。図3に線状加熱の原理をあくまでも手直し作業であることを認識し、でき示します。角変形の凸部をできるだけ局部的に急るだけ溶接ひずみの発生しにくい施工法を用いる熱すれば、部材は温度上昇に応じて膨張しようとことが大切です。します。しかし加熱部は周囲の冷たい部分との強(1986年2月号)表1ひずみ取り方法ピーニング法(動的)機械的方法鎚打法(動的)ひずみ取り法ローラ法、ジャッキ圧法(静的)加熱法加熱冷却法加熱加圧法凹状のひずみ87
 | <
| <  |
|  > |
> |  >>
>>