>> P.166
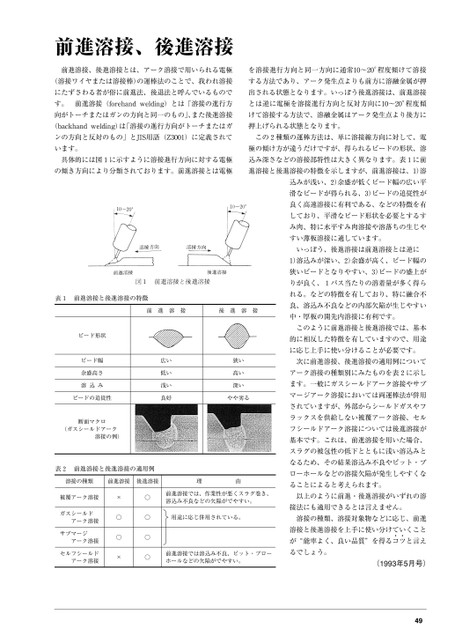
前進溶接、後進溶接前進溶接、後進溶接とは、アーク溶接で用いられる電極を溶接進行方向と同一方向に通常10〜20°程度傾けて溶接(溶接ワイヤまたは溶接棒)の運棒法のことで、我われ溶接する方法であり、アーク発生点よりも前方に溶融金属が押にたずさわる者が俗に前進法、後退法と呼んでいるもので出される状態となります。いっぽう後進溶接は、前進溶接す。前進溶接(forehandwelding)とは「溶接の進行方とは逆に電極を溶接進行方向と反対方向に10〜20°程度傾向がトーチまたはガンの方向と同一のもの」、また後進溶接けて溶接する方法で、溶融金属はアーク発生点より後方に(backhandwelding)は「溶接の進行方向がトーチまたはガ押上げられる状態となります。ンの方向と反対のもの」とJIS用語(Z3001)に定義されてこの2種類の運棒方法は、単に溶接線方向に対して、電います。極の傾け方が違うだけですが、得られるビードの形状、溶具体的には図1に示すように溶接進行方向に対する電極込み深さなどの溶接部特性は大きく異なります。表1に前の傾き方向により分類されております。前進溶接とは電極進溶接と後進溶接の特徴を示しますが、前進溶接は、1)溶込みが浅い、2)余盛が低くビード幅の広い平滑なビードが得られる、3)ビードの追従性が良く高速溶接に有利である、などの特徴を有しており、平滑なビード形状を必要とするすみ肉、特に水平すみ肉溶接や溶落ちの生じやすい薄板溶接に適しています。いっぽう、後進溶接は前進溶接とは逆に1)溶込みが深い、2)余盛が高く、ビード幅の狭いビードとなりやすい、3)ビードの盛上がりが良く、1パス当たりの溶着量が多く得られる。などの特徴を有しており、特に融合不良、溶込み不良などの内部欠陥が生じやすい中・厚板の開先内溶接に有利です。このように前進溶接と後進溶接では、基本的に相反した特徴を有していますので、用途に応じ上手に使い分けることが必要です。次に前進溶接、後進溶接の適用例についてアーク溶接の種類別にみたものを表2に示します。一般にガスシールドアーク溶接やサブマージアーク溶接においては両運棒法が併用されていますが、外部からシールドガスやフラックスを供給しない被覆アーク溶接、セルフシールドアーク溶接については後進溶接が基本です。これは、前進溶接を用いた場合、スラグの被包性の低下とともに浅い溶込みとなるため、その結果溶込み不良やピット・ブローホールなどの溶接欠陥が発生しやすくなることによると考えられます。以上のように前進・後進溶接がいずれの溶接法にも適用できるとは言えません。溶接の種類、溶接対象物などに応じ、前進溶接と後進溶接を上手に使い分けていくことツが“能率よく、良い品質”を得るコと言えるでしょう。(1993年5月号)49表1前進溶接と後進溶接の特徴前進溶接後進溶接ビード形状ビード幅余盛高さ溶込みビードの追従性広い低い浅い良好狭い高い深いやや劣る(ガスシ断面ーマクロルドア溶接ーのク例)表2前進溶接と後進溶接の適用例溶接の種類前進溶接後進溶接理由被覆アーク溶接ガスシアーールドク溶接サブマアーージク溶接セルフシーアークルド溶接×○○×○○○○前進溶接溶込み不良では、作業性欠陥などの悪ががでやすいくスラグ。巻き、用途に応じ併用されている。前進溶接ホではルなどのー溶込欠陥不良、みがでやすい。ピット・ブロー
 | <
| <  |
|  > |
> |  >>
>>