>> P.201
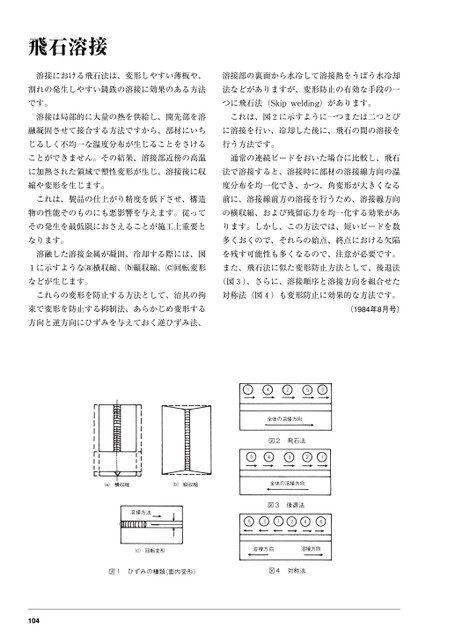
飛石溶接溶接における飛石法は、変形しやすい薄板や、溶接部の裏面から水冷して溶接熱をうばう水冷却割れの発生しやすい鋳鉄の溶接に効果のある方法法などがありますが、変形防止の有効な手段の一です。つに飛石法(Skipwelding)があります。溶接は局部的に大量の熱を供給し、開先部を溶これは、図2に示すように一つまたは二つとび融凝固させて接合する方法ですから、部材にいちに溶接を行い、冷却した後に、飛石の間の溶接をじるしく不均一な温度分布が生じることをさける行う方法です。ことができません。その結果、溶接部近傍の高温通常の連続ビードをおいた場合に比較し、飛石に加熱された領域で塑性変形が生じ、溶接後に収法で溶接すると、溶接時に部材の溶接線方向の温縮や変形を生じます。度分布を均一化でき、かつ、角変形が大きくなるこれは、製品の仕上がり精度を低下させ、構造前に、溶接線前方の溶接を行うため、溶接線方向物の性能そのものにも悪影響を与えます。従っての横収縮、および残留応力を均一化する効果があその発生を最低限におさえることが施工上重要とります。しかし、この方法では、短いビードを数なります。溶融した溶接金属が凝固、冷却する際には、図1に示すような横収縮、縦収縮、回転変形などが生じます。多くおくので、それらの始点、終点における欠陥を残す可能性も多くなるので、注意が必要です。また、飛石法に似た変形防止方法として、後退法(図3)、さらに、溶接順序と溶接方向を組合せたこれらの変形を防止する方法として、治具の拘対称法(図4)も変形防止に効果的な方法です。束で変形を防止する抑制法、あらかじめ変形する方向と逆方向にひずみを与えておく逆ひずみ法、(1984年8月号)104
 | <
| <  |
|  > |
> |  >>
>>