>> P.203
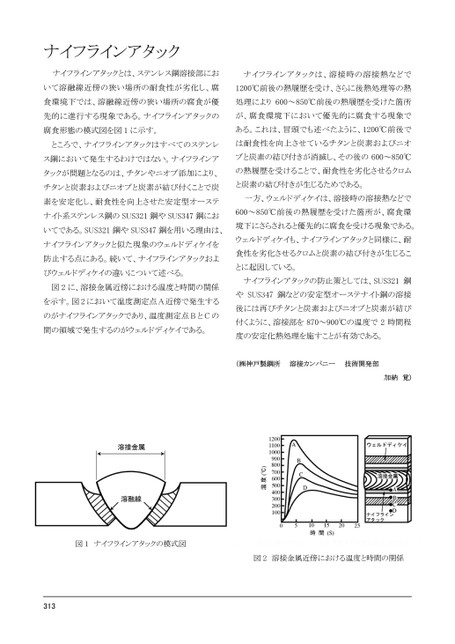
ナイフラインアタックナイフラインアタックとは、ステンレス鋼溶接部におナイフラインアタックは、溶接時の溶接熱などでいて溶融線近傍の狭い場所の耐食性が劣化し、腐1200℃前後の熱履歴を受け、さらに後熱処理等の熱食環境下では、溶融線近傍の狭い場所の腐食が優処理により600~850℃前後の熱履歴を受けた箇所先的に進行する現象である。ナイフラインアタックのが、腐食環境下において優先的に腐食する現象で腐食形態の模式図を図1に示す。ある。これは、冒頭でも述べたように、1200℃前後でところで、ナイフラインアタックはすべてのステンレは耐食性を向上させているチタンと炭素およびニオス鋼において発生するわけではない。ナイフラインアブと炭素の結び付きが消滅し、その後の600~850℃タックが問題となるのは、チタンやニオブ添加により、の熱履歴を受けることで、耐食性を劣化させるクロムチタンと炭素およびニオブと炭素が結び付くことで炭と炭素の結び付きが生じるためである。素を安定化し、耐食性を向上させた安定型オーステナイト系ステンレス鋼のSUS321鋼やSUS347鋼においてである。SUS321鋼やSUS347鋼を用いる理由は、ナイフラインアタックと似た現象のウェルドディケイを防止する点にある。続いて、ナイフラインアタックおよびウェルドディケイの違いについて述べる。図2に、溶接金属近傍における温度と時間の関係を示す。図2において温度測定点A近傍で発生するのがナイフラインアタックであり、温度測定点BとCの間の領域で発生するのがウェルドディケイである。一方、ウェルドディケイは、溶接時の溶接熱などで600~850℃前後の熱履歴を受けた箇所が、腐食環境下にさらされると優先的に腐食を受ける現象である。ウェルドディケイも、ナイフラインアタックと同様に、耐食性を劣化させるクロムと炭素の結び付きが生じることに起因している。ナイフラインアタックの防止策としては、SUS321鋼やSUS347鋼などの安定型オーステナイト鋼の溶接後には再びチタンと炭素およびニオブと炭素が結び付くように、溶接部を870~900℃の温度で2時間程度の安定化熱処理を施すことが有効である。(㈱神戸製鋼所溶接カンパニー技術開発部加納覚)図1ナイフラインアタックの模式図図2溶接金属近傍における温度と時間の関係133
 | <
| <  |
|  > |
> |  >>
>>