>> P.225
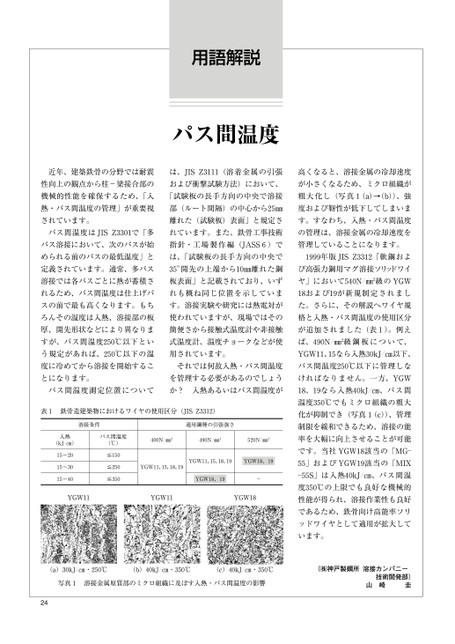
用語解説パス間温度近年、建築鉄骨の分野では耐震は、JISZ3111(溶着金属の引張高くなると、溶接金属の冷却速度性向上の観点から柱-梁接合部のおよび衝撃試験方法)において、が小さくなるため、ミクロ組織が機械的性能を確保するため、「入「試験板の長手方向の中央で溶接粗大化し(写真1(a)→(b))、強熱・パス間温度の管理」が重要視部(ルート間隔)の中心から25㎜度および靭性が低下してしまいまされています。離れた(試験板)表面」と規定さす。すなわち、入熱・パス間温度パス間温度はJISZ3301で「多れています。また、鉄骨工事技術の管理は、溶接金属の冷却速度をパス溶接において、次のパスが始指針・工場製作編(JASS6)で管理していることになります。められる前のパスの最低温度」とは、「試験板の長手方向の中央で1999年版JISZ3312「軟鋼およ定義されています。通常、多パス35°開先の上端から10㎜離れた鋼び高張力鋼用マグ溶接ソリッドワイ溶接では各パスごとに熱が蓄積さ板表面」と記載されており、いずヤ」において540N/㎜2級のYGWれるため、パス間温度は仕上げパれも概ね同じ位置を示していま18および19が新規制定されましスの前で最も高くなります。もちす。溶接実験や研究には熱電対がた。さらに、その解説へワイヤ規ろんその温度は入熱、溶接部の板使われていますが、現場ではその格と入熱・パス間温度の使用区分厚、開先形状などにより異なりま簡便さから接触式温度計や非接触が追加されました(表1)。例えすが、パス間温度250℃以下とい式温度計、温度チョークなどが使ば、490N/㎜2級鋼板について、う規定があれば、250℃以下の温用されています。YGW11、15なら入熱30kJ/㎝以下、度に冷めてから溶接を開始するこそれでは何故入熱・パス間温度パス間温度250℃以下に管理しなとになります。を管理する必要があるのでしょうければなりません。一方、YGWパス間温度測定位置についてか?入熱あるいはパス間温度が18、19なら入熱40kJ/㎝、パス間表1鉄骨造建築物におけるワイヤの使用区分(JISZ3312)溶接条件適用鋼種の引張強さ入熱(kJ/㎝)パス間温度(℃)15〜2015〜3015〜40≦150≦250≦350400N/㎜2490N/㎜2520N/㎜2YGW11,15,18,19YGW11,15,18,19YGW18,19YGW18,19-YGW11YGW11YGW18温度350℃でもミクロ組織の粗大化が抑制でき(写真1(c))、管理制限を緩和できるため、溶接の能率を大幅に向上させることが可能です。当社YGW18該当の「MG―55」およびYGW19該当の「MIX―55S」は入熱40kJ/㎝、パス間温度350℃の上限でも良好な機械的性能が得られ、溶接作業性も良好であるため、鉄骨向け高能率ソリッドワイヤとして適用が拡大しています。(a)30kJ/㎝・250℃(b)40kJ/㎝・350℃(c)40kJ/㎝・350℃写真1溶接金属原質部のミクロ組織に及ぼす入熱・パス間温度の影響(㈱神戸製鋼所溶接カンパニー技術開発部)山崎圭24
 | <
| <  |
|  > |
> |  >>
>>