>> P.229
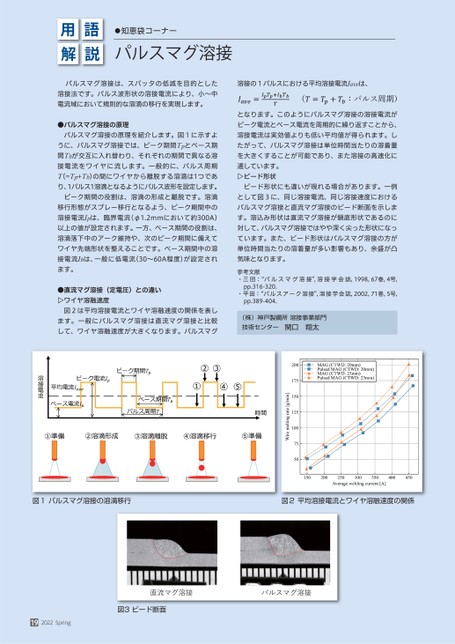
用解語説●知恵袋コーナーパルスマグ溶接パルスマグ溶接は、スパッタの低減を目的とした溶接法です。パルス波形状の溶接電流により、小〜中電流域において規則的な溶滴の移行を実現します。●パルスマグ溶接の原理パルスマグ溶接の原理を紹介します。図1に示すように、パルスマグ溶接では、ピーク期間とベース期間が交互に入れ替わり、それぞれの期間で異なる溶接電流をワイヤに流します。一般的に、パルス周期(=+)の間にワイヤから離脱する溶滴は1つであり、1パルス1溶滴となるようにパルス波形を設定します。ピーク期間の役割は、溶滴の形成と離脱です。溶滴移行形態がスプレー移行となるよう、ピーク期間中の溶接電流は、臨界電流(φ1.2mmにおいて約300A)以上の値が設定されます。一方、ベース期間の役割は、溶滴落下中のアーク維持や、次のピーク期間に備えてワイヤ先端形状を整えることです。ベース期間中の溶接電流は、一般に低電流(30〜60A程度)が設定されます。●直流マグ溶接(定電圧)との違い▷ワイヤ溶融速度図2は平均溶接電流とワイヤ溶融速度の関係を表します。一般にパルスマグ溶接は直流マグ溶接と比較して、ワイヤ溶融速度が大きくなります。パルスマグ溶接の1パルスにおける平均溶接電流は、となります。このようにパルスマグ溶接の溶接電流がピーク電流とベース電流を周期的に繰り返すことから、溶接電流は実効値よりも低い平均値が得られます。したがって、パルスマグ溶接は単位時間当たりの溶着量を大きくすることが可能であり、また溶接の高速化に適しています。▷ビード形状ビード形状にも違いが現れる場合があります。一例として図3に、同じ溶接電流、同じ溶接速度におけるパルスマグ溶接と直流マグ溶接のビード断面を示します。溶込み形状は直流マグ溶接が鍋底形状であるのに対して、パルスマグ溶接ではやや深く尖った形状になっています。また、ビード形状はパルスマグ溶接の方が単位時間当たりの溶着量が多い影響もあり、余盛が凸気味となります。参考文献・三田:“パルスマグ溶接”,溶接学会誌,1998,67巻,4号,・平田:“パルスアーク溶接”,溶接学会誌,2002,71巻,5号,pp.316-320.pp.389-404.(株)神戸製鋼所溶接事業部門技術センター関口翔太図1パルスマグ溶接の溶滴移行図2平均溶接電流とワイヤ溶融速度の関係192022Spring図3ビード断面
 | <
| <  |
|  > |
> |  >>
>>