>> P.232
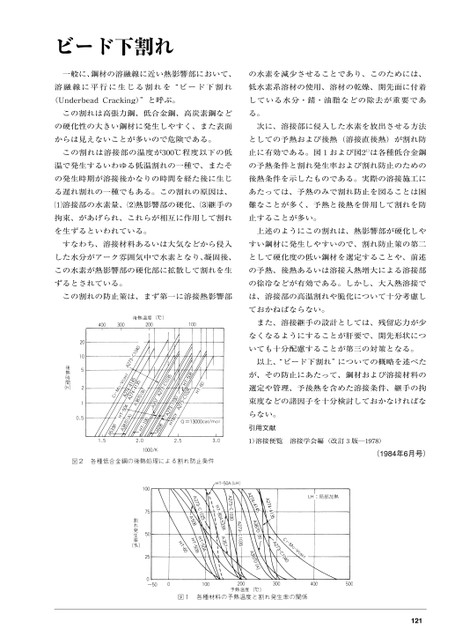
ビード下割れ一般に、鋼材の溶融線に近い熱影響部において、の水素を減少させることであり、このためには、溶融線に平行に生じる割れを“ビード下割れ低水素系溶材の使用、溶材の乾燥、開先面に付着(UnderbeadCracking)”と呼ぶ。している水分・錆・油脂などの除去が重要であこの割れは高張力鋼、低合金鋼、高炭素鋼などる。の硬化性の大きい鋼材に発生しやすく、また表面次に、溶接部に侵入した水素を放出させる方法からは見えないことが多いので危険である。としての予熱および後熱(溶接直後熱)が割れ防この割れは溶接部の温度が300℃程度以下の低止に有効である。図1および図21)は各種低合金鋼温で発生するいわゆる低温割れの一種で、またその予熱条件と割れ発生率および割れ防止のためのの発生時期が溶接後かなりの時間を経た後に生じ後熱条件を示したものである。実際の溶接施工にる遅れ割れの一種でもある。この割れの原因は、あたっては、予熱のみで割れ防止を図ることは困溶接部の水素量、熱影響部の硬化、継手の難なことが多く、予熱と後熱を併用して割れを防拘束、があげられ、これらが相互に作用して割れ止することが多い。を生ずるといわれている。上述のようにこの割れは、熱影響部が硬化しやすなわち、溶接材料あるいは大気などから侵入すい鋼材に発生しやすいので、割れ防止策の第二した水分がアーク雰囲気中で水素となり、凝固後、として硬化度の低い鋼材を選定することや、前述この水素が熱影響部の硬化部に拡散して割れを生の予熱、後熱あるいは溶接入熱増大による溶接部ずるとされている。の徐冷などが有効である。しかし、大入熱溶接でこの割れの防止策は、まず第一に溶接熱影響部は、溶接部の高温割れや脆化について十分考慮しておかねばならない。また、溶接継手の設計としては、残留応力が少なくなるようにすることが肝要で、開先形状についても十分配慮することが第三の対策となる。以上、“ビード下割れ”についての概略を述べたが、その防止にあたって、鋼材および溶接材料の選定や管理、予後熱を含めた溶接条件、継手の拘束度などの諸因子を十分検討しておかなければならない。引用文献1)溶接便覧溶接学会編(改訂3版―1978)(1984年6月号)121
 | <
| <  |
|  > |
> |  >>
>>