>> P.231
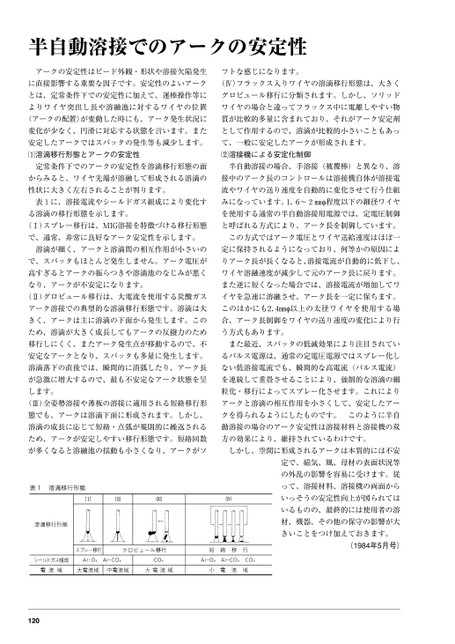
半自動溶接でのアークの安定性アークの安定性はビード外観・形状や溶接欠陥発生フトな感じになります。に直接影響する重要な因子です。安定性のよいアーク(Ⅳ)フラックス入りワイヤの溶滴移行形態は、大きくとは、定常条件下での安定性に加えて、運棒操作等にグロビュール移行に分類されます。しかし、ソリッドよりワイヤ突出し長や溶融池に対するワイヤの位置ワイヤの場合と違ってフラックス中に電離しやすい物(アークの配置)が変動した時にも、アーク発生状況に質が比較的多量に含まれており、それがアーク安定剤変化が少なく、円滑に対応する状態を言います。またとして作用するので、溶滴が比較的小さいこともあっ安定したアークではスパッタの発生等も減少します。溶滴移行形態とアークの安定性て、一般に安定したアークが形成されます。溶接機による安定化制御定常条件下でのアークの安定性を溶滴移行形態の面半自動溶接の場合、手溶接(被覆棒)と異なり、溶からみると、ワイヤ先端が溶融して形成される溶滴の接中のアーク長のコントロールは溶接機自体が溶接電性状に大きく左右されることが判ります。流やワイヤの送り速度を自動的に変化させて行う仕組表1に、溶接電流やシールドガス組成により変化すみになっています。1.6〜2㎜φ程度以下の細径ワイヤる溶滴の移行形態を示します。を使用する通常の半自動溶接用電源では、定電圧制御(Ⅰ)スプレー移行は、MIG溶接を特徴づける移行形態と呼ばれる方式により、アーク長を制御しています。で、通常、非常に良好なアーク安定性を示します。この方式ではアーク電圧とワイヤ送給速度はほぼ一溶滴が細く、アークと溶滴間の相互作用が小さいの定に保持されるようになっており、何等かの原因によで、スパッタもほとんど発生しません。アーク電圧がりアーク長が長くなると、溶接電流が自動的に低下し、高すぎるとアークの振らつきや溶滴池のなじみが悪くワイヤ溶融速度が減少して元のアーク長に戻ります。なり、アークが不安定になります。また逆に短くなった場合では、溶接電流が増加してワ(Ⅱ)グロビュール移行は、大電流を使用する炭酸ガスイヤを急速に溶融させ、アーク長を一定に保ちます。アーク溶接での典型的な溶滴移行形態です。溶滴は大このほかにも2.4㎜φ以上の太径ワイヤを使用する場きく、アークは主に溶滴の下面から発生します。この合、アーク長制御をワイヤの送り速度の変化により行ため、溶滴が大きく成長してもアークの反撥力のためう方式もあります。移行しにくく、またアーク発生点が移動するので、不また最近、スパッタの低減効果により注目されてい安定なアークとなり、スパッタも多量に発生します。るパルス電源は、通常の定電圧電源ではスプレー化し溶滴落下の直後では、瞬間的に消弧したり、アーク長ない低溶接電流でも、瞬間的な高電流(パルス電流)が急激に増大するので、最も不安定なアーク状態を呈を連続して重畳させることにより、強制的な溶滴の細します。粒化・移行によってスプレー化させます。これにより(Ⅲ)全姿勢溶接や薄板の溶接に適用される短絡移行形アークと溶滴の相互作用を小さくして、安定したアー態でも、アークは溶滴下面に形成されます。しかし、クを得られるようにしたものです。このように半自溶滴の成長に応じて短絡・点弧が規則的に繰返される動溶接の場合のアーク安定性は溶接材料と溶接機の双ため、アークが安定しやすい移行形態です。短絡回数方の効果により、維持されているわけです。が多くなると溶融池の揺動も小さくなり、アークがソしかし、空間に形成されるアークは本質的には不安定で、磁気、風、母材の表面状況等の外乱の影響を容易に受けます。従って、溶接材料、溶接機の両面からいっそうの安定性向上が図られてはいるものの、最終的には使用者の溶材、機器、その他の保守の影響が大きいことをつけ加えておきます。(1984年5月号)120
 | <
| <  |
|  > |
> |  >>
>>