>> P.237
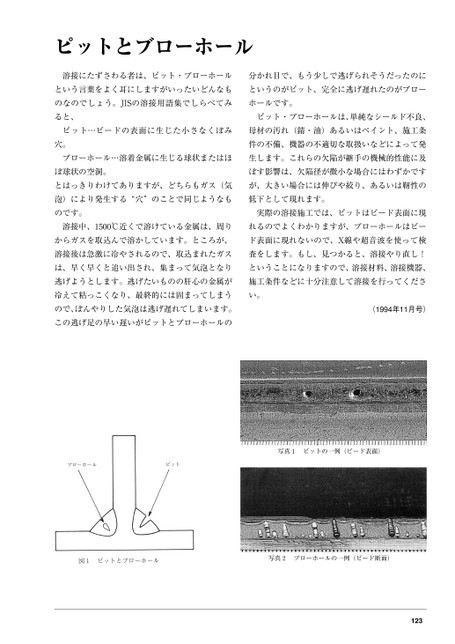
ピットとブローホール溶接にたずさわる者は、ピット・ブローホール分かれ目で、もう少しで逃げられそうだったのにという言葉をよく耳にしますがいったいどんなもというのがピット、完全に逃げ遅れたのがブローのなのでしょう。JISの溶接用語集でしらべてみホールです。ると、ピット・ブローホールは、単純なシールド不良、ピット…ビードの表面に生じた小さなくぼみ母材の汚れ(錆・油)あるいはペイント、施工条穴。件の不備、機器の不適切な取扱いなどによって発ブローホール…溶着金属に生じる球状またはほ生します。これらの欠陥が継手の機械的性能に及ぼ球状の空洞。ぼす影響は、欠陥径が微小な場合にはわずかですとはっきりわけてありますが、どちらもガス(気が、大きい場合には伸びや絞り、あるいは靭性の泡)により発生する“穴”のことで同じようなも低下として現れます。のです。実際の溶接施工では、ピットはビード表面に現溶接中、1500℃近くで溶けている金属は、周りれるのでよくわかりますが、ブローホールはビーからガスを取込んで溶かしています。ところが、ド表面に現れないので、X線や超音波を使って検溶接後は急激に冷やされるので、取込まれたガス査をします。もし、見つかると、溶接やり直し!は、早く早くと追い出され、集まって気泡となりということになりますので、溶接材料、溶接機器、逃げようとします。逃げたいものの肝心の金属が施工条件などに十分注意して溶接を行ってくださ冷えて粘っこくなり、最終的には固まってしまうい。ので、ぼんやりした気泡は逃げ遅れてしまいます。この逃げ足の早い遅いがピットとブローホールの(1994年11月号)写真1ピットの一例(ビード表面)写真2ブローホールの一例(ビード断面)123
 | <
| <  |
|  > |
> |  >>
>>