>> P.257
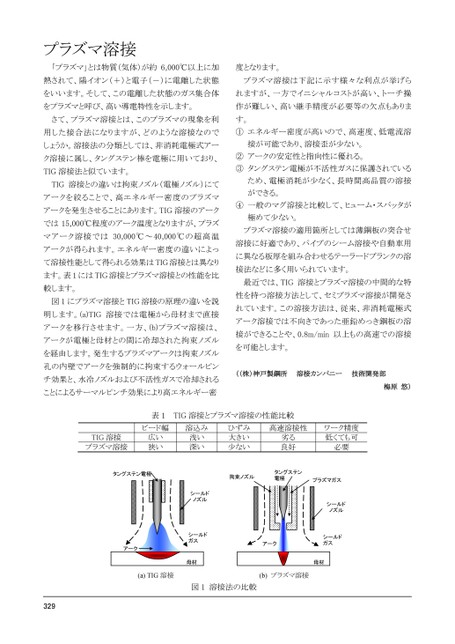
プラズマ溶接「プラズマ」とは物質(気体)が約6,000℃以上に加度となります。熱されて、陽イオン(+)と電子(-)に電離した状態プラズマ溶接は下記に示す様々な利点が挙げらをいいます。そして、この電離した状態のガス集合体れますが、一方でイニシャルコストが高い、トーチ操をプラズマと呼び、高い導電特性を示します。作が難しい、高い継手精度が必要等の欠点もありまさて、プラズマ溶接とは、このプラズマの現象を利用した接合法になりますが、どのような溶接なのでしょうか。溶接法の分類としては、非消耗電極式アーク溶接に属し、タングステン棒を電極に用いており、TIG溶接法と似ています。TIG溶接との違いは拘束ノズル(電極ノズル)にてアークを絞ることで、高エネルギー密度のプラズマアークを発生させることにあります。TIG溶接のアークでは15,000℃程度のアーク温度となりますが、プラズマアーク溶接では30,000℃~40,000℃の超高温アークが得られます。エネルギー密度の違いによって溶接性能として得られる効果はTIG溶接とは異なります。表1にはTIG溶接とプラズマ溶接との性能を比較します。図1にプラズマ溶接とTIG溶接の原理の違いを説明します。(a)TIG溶接では電極から母材まで直接アークを移行させます。一方、(b)プラズマ溶接は、アークが電極と母材との間に冷却された拘束ノズルを経由します。発生するプラズマアークは拘束ノズル孔の内壁でアークを強制的に拘束するウォールピンチ効果と、水冷ノズルおよび不活性ガスで冷却されることによるサーマルピンチ効果により高エネルギー密す。①エネルギー密度が高いので、高速度、低電流溶接が可能であり、溶接歪が少ない。②アークの安定性と指向性に優れる。③タングステン電極が不活性ガスに保護されているため、電極消耗が少なく、長時間高品質の溶接ができる。④一般のマグ溶接と比較して、ヒューム・スパッタが極めて少ない。プラズマ溶接の適用箇所としては薄鋼板の突合せ溶接に好適であり、パイプのシーム溶接や自動車用に異なる板厚を組み合わせるテーラードブランクの溶接法などに多く用いられています。最近では、TIG溶接とプラズマ溶接の中間的な特性を持つ溶接方法として、セミプラズマ溶接が開発されています。この溶接方法は、従来、非消耗電極式アーク溶接では不向きであった亜鉛めっき鋼板の溶接ができることや、0.8m/min以上もの高速での溶接を可能とします。((株)神戸製鋼所溶接カンパニー技術開発部梅原悠)表1TIG溶接とプラズマ溶接の性能比較ビード幅溶込みTIG溶接プラズマ溶接広い狭い浅い深いひずみ大きい少ない高速溶接性劣る良好ワーク精度低くても可必要タングステン電極拘束ノズルタングステン電極プラズマガスシールドノズルシールドガス母材アークシールドノズルシールドガス母材アーク(a)TIG溶接(b)プラズマ溶接図1溶接法の比較293
 | <
| <  |
|  > |
> |  >>
>>