>> P.261
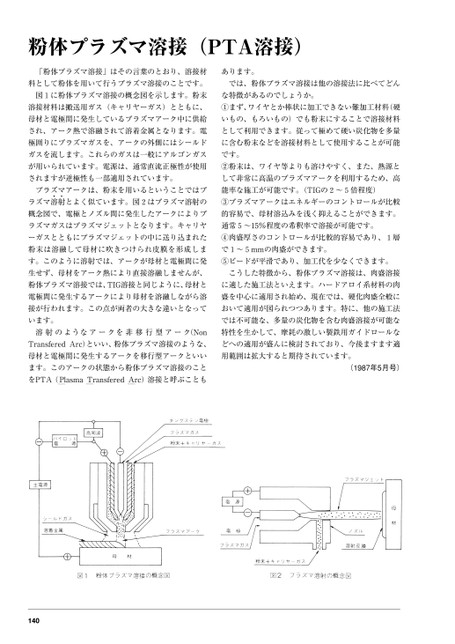
粉体プラズマ溶接(PTA溶接)「粉体プラズマ溶接」はその言葉のとおり、溶接材あります。料として粉体を用いて行うプラズマ溶接のことです。では、粉体プラズマ溶接は他の溶接法に比べてどん図1に粉体プラズマ溶接の概念図を示します。粉末な特徴があるのでしょうか。溶接材料は搬送用ガス(キャリヤーガス)とともに、①まず、ワイヤとか棒状に加工できない難加工材料(硬母材と電極間に発生しているプラズマアーク中に供給いもの、もろいもの)でも粉末にすることで溶接材料され、アーク熱で溶融されて溶着金属となります。電として利用できます。従って極めて硬い炭化物を多量極囲りにプラズマガスを、アークの外側にはシールドに含む粉末などを溶接材料として使用することが可能ガスを流します。これらのガスは一般にアルゴンガスです。が用いられています。電源は、通常直流正極性が使用②粉末は、ワイヤ等よりも溶けやすく、また、熱源とされますが逆極性も一部適用されています。して非常に高温のプラズマアークを利用するため、高能率な施工が可能です。(TIGの2〜5倍程度)③プラズマアークはエネルギーのコントロールが比較プラズマアークは、粉末を用いるということではプ射ラズマ溶とよく似ています。図2はプラズマ溶射の概念図で、電極とノズル間に発生したアークによりプ的容易で、母材溶込みを浅く抑えることができます。ラズマガスはプラズマジェットとなります。キャリヤ通常5〜15%程度の希釈率で溶接が可能です。ーガスとともにプラズマジェットの中に送り込まれた④肉盛厚さのコントロールが比較的容易であり、1層粉末は溶融して母材に吹きつけられ皮膜を形成しまで1〜5mmの肉盛ができます。す。このように溶射では、アークが母材と電極間に発⑤ビードが平滑であり、加工代を少なくできます。生せず、母材をアーク熱により直接溶融しませんが、こうした特徴から、粉体プラズマ溶接は、肉盛溶接粉体プラズマ溶接では、TIG溶接と同じように、母材とに適した施工法といえます。ハードアロイ系材料の肉電極間に発生するアークにより母材を溶融しながら溶盛を中心に適用され始め、現在では、硬化肉盛全般に接が行われます。この点が両者の大きな違いとなっておいて適用が図られつつあります。特に、他の施工法います。では不可能な、多量の炭化物を含む肉盛溶接が可能な溶射のようなアークを非移行型アーク(Non特性を生かして、摩耗の激しい製鉄用ガイドロールなTransferedArc)といい、粉体プラズマ溶接のような、どへの適用が盛んに検討されており、今後ますます適母材と電極間に発生するアークを移行型アークといい用範囲は拡大すると期待されています。ます。このアークの状態から粉体プラズマ溶接のことをPTA(PlasmaTransferedArc)溶接と呼ぶことも(1987年5月号)140
 | <
| <  |
|  > |
> |  >>
>>