>> P.275
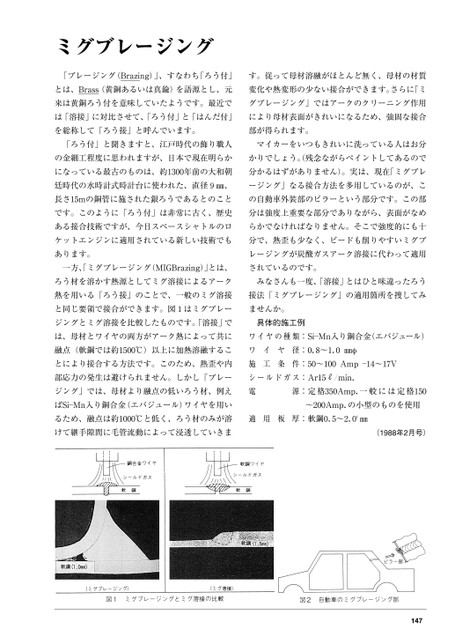
ミグブレージング「ブレージング(Brazing)」、すなわち「ろう付」す。従って母材溶融がほとんど無く、母材の材質とは、Brass(黄銅あるいは真鍮)を語源とし、元変化や熱変形の少ない接合ができます。さらに「ミ来は黄銅ろう付を意味していたようです。最近でグブレージング」ではアークのクリーニング作用は「溶接」に対比させて、「ろう付」と「はんだ付」により母材表面がきれいになるため、強固な接合を総称して「ろう接」と呼んでいます。部が得られます。「ろう付」と聞きますと、江戸時代の飾り職人マイカーをいつもきれいに洗っている人はお分の金細工程度に思われますが、日本で現在明らかかりでしょう。残念ながらペイントしてあるのでになっている最古のものは、約1300年前の大和朝分かるはずがありません)。実は、現在「ミグブレ廷時代の水時計式時計台に使われた、直径9㎜、ージング」なる接合方法を多用しているのが、こ長さ15mの銅管に施された銀ろうであるとのことの自動車外装部のピラーという部分です。この部です。このように「ろう付」は非常に古く、歴史分は強度上重要な部分でありながら、表面がなめある接合技術ですが、今日スペースシャトルのロらかでなければなりません。そこで強度的にも十ケットエンジンに適用されている新しい技術でも分で、熱歪も少なく、ビードも削りやすいミグブあります。レージングが炭酸ガスアーク溶接に代わって適用一方、ミグブレージング(MIGBrazing)」とは、されているのです。ろう材を溶かす熱源としてミグ溶接によるアークみなさんも一度、「溶接」とはひと味違ったろう熱を用いる「ろう接」のことで、一般のミグ溶接接法「ミグブレージング」の適用箇所を捜してみと同じ要領で接合ができます。図1はミグブレーませんか。ジングとミグ溶接を比較したものです。「溶接」で具体的施工例は、母材とワイヤの両方がアーク熱によって共にワイヤの種類:Si―Mn入り銅合金(エバジュール)融点(軟鋼では約1500℃)以上に加熱溶融するこワイヤ径:0.8〜1.0㎜φとにより接合する方法です。このため、熱歪や内部応力の発生は避けられません。しかし「ブレー工条施Ampシールドガス:Ar15/min.件:50〜100―14〜17Vジング」では、母材より融点の低いろう材、例え電源:定格350Amp.一般には定格150ばSi―Mn入り銅合金(エバジュール)ワイヤを用い〜200Amp.の小型のものを使用るため、融点は約1000℃と低く、ろう材のみが溶適用板厚:軟鋼0.5〜2.0t㎜けて継手隙間に毛管流動によって浸透していきま(1988年2月号)147
 | <
| <  |
|  > |
> |  >>
>>